
发布时间:2019年08月29日
2017德国埃森焊接与切割展览上, Froniust 3arctig弧焊工艺,该工艺属于141工艺组(ISO9606),应用于自动化焊接。
一.ARCTIG工艺介绍
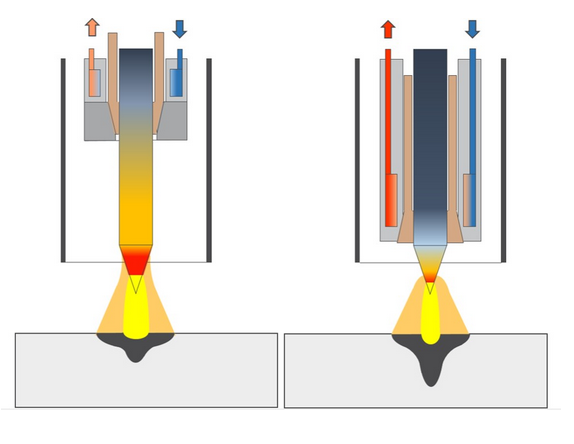
如下图, Arctig(右侧图)焊接时电弧能量非常集中,在焊接中厚板的应用上非常出色。比起传统的TG和等离子,它更快更强,并且还不用开坡口,单面焊接双面成形,非常适合A位置的对接焊缝,对工件接头错边的容忍度也大大提高,焊缝外观同样出色;例如:6mm的铝板对接焊接,不开坡口,单面焊接双面
成形,焊接速度可以达到70cm/min,非常惊艳,满足客户高品质的焊接要求。
二 ARCTIG工艺应用领域
1.可焊接的材料:不锈钢、双相不锈钢、钛金属、镍基
2.可焊接的材料厚度:3-12mm
3.可焊接的焊缝类型:纵缝、环缝
4应用领域:
锅炉、罐体等压力容器的焊接
管道结构焊接
特殊机器结构焊接
汽轮机、涡轮机焊接
三.ARCTIG工艺优势介绍
1.在保证高焊接质量的同时实现高速焊接
2.成本节约由于电弧集中,对于最高10mm厚度的材料无需开坡口即可焊接节省设备及人员成本更少的
焊道可降低气体和焊丝的消耗。
3.操作简单
电极头属于标准电极,更换修磨简单
改进的冷却系统提高了电极的使用寿命
可以更灵活地选择焊接位置
相较于等离子工艺,只需调整少量的参数由于可随意调整电极端,焊缝可达性更高
沪ICP备20024386号-2 沪公网安备 31011402005348
copyright © 机器人在线版权所有. all right reserved.
服务号:imrobotic
订阅号:im_robotic
免费发布项目需求

专业顾问电话联系

分析明确需求并发布

集成商在线报名

需求方选择合适供应商

专人跟进项目进度

需求方确认方案供应商

了解更多

















