




安川电机与凯尔达工业机器人战略合作签约仪式圆满举行

2018年1月23日上午,安川电机(中国)有限公司总经理西川清吾与杭州凯尔达机器人科技股份有限公司董事长侯润石就安川弧焊机器人在一般工业市场的推广与发展和进一步加深机器人焊接电源的合作等方面签订了战略合作协议。
同时安川电机(中国)还于1月23日上午在凯尔达公司召开2018新品发布会,推出以下新品:机器人薄板铝合金焊接系统、机器人直流双脉冲铝焊系统、机器人碳钢大电流低飞溅焊接系统。
新品发布:
机器人薄板铝合金焊接系统:
技术特点:
■伺服推拉丝系统:
采用伺服推拉丝送丝控制,进一步保证焊接过程的稳定。
■焊接速度更快:
采用高频率可控的短路过渡EAGL焊接,即使在焊接速度极快的前提下,也不会出现断弧的情况。
■焊缝成型美观:
EAGL焊焊丝干伸长改变时,通过改变送丝速度,保证弧长稳定,实现均匀一致的焊缝外观。
■控制方法: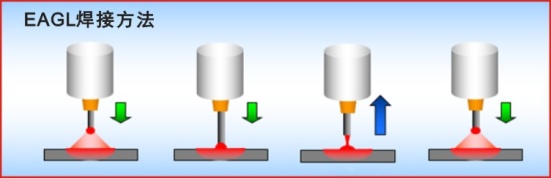
焊接波形控制的同时,焊丝正反运动相互融合。
焊丝送进实现强制短路,焊丝回抽结束短路,降低飞溅同时降低热输入量。
机器人直流双脉冲铝焊系统
技术特点:
■推拉丝系统:
采用推拉丝系统,简单可靠,送丝稳定。
■高品质铝MIG焊接:
采用高速DSP处理器,整合独有的软件控制算法,实现最佳的脉冲波形控制,焊接电弧更加稳定。
■操作简单方便:
采用一元化调节,操作简单方便,电弧形态可自由调整,适应不同的焊接需求。
■多种焊接模式:
单脉冲模式,适合中、厚铝材的焊接,双脉冲模式适合薄板及立向焊接。可广泛对应软铝(铝硅)和硬铝(铝镁)的焊接。
机器人碳钢大电流低飞溅焊接系统
技术特点:
■焊接速度快:
RD350S焊接电源良好的性能加上高速响应的AC伺服马达,采用送丝控制技术与电流波形控制的融合,实现更快的焊接速度和更薄板的焊接。
■200A以上电流实现超低飞溅:
■控制原理: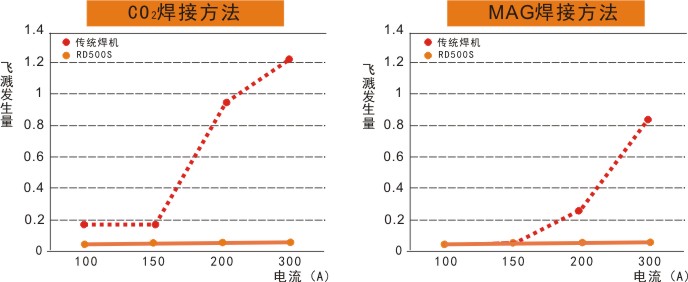
焊丝送进实现强制短路,焊丝回抽结束短路,从而降低飞溅。

好的文章,需要您的鼓励
18

- 最新资讯
- 最新问答
-
机器视觉黄金赛道!VisionChina 2025深圳机器视觉展携手NEPCON,为您开启16.5万精准买家商机
关键字: 2025-08-12 -
机器视觉在机器人行业的应用(上)
关键字: 2025-08-04 -
2025两会热议:工业机器人“黄金五年”已来?
关键字: 工业机器人 2025-03-12 -
AI赋能工业机器人,制造业革命,已悄然来临!
关键字: 工业机器人 2025-01-16 -
巅峰对决完美收官!2024年中关村仿生机器人大赛各项冠军出炉!
关键字: 仿生机器人 2024-11-29
-
焊接机器人系统组成有哪些?
标签: 焊接机器人,机器人系统 提问:李子 2025-07-24 14:02:05 -
高精度压力传感器关键技术有哪些?
标签: 压力传感器,传感器,鑫精诚传感器 提问:小王 2025-07-03 17:01:05 -
智能焊接机器人的优势有哪些?
标签: 焊接机器人,工业机器人,配天机器人 提问:小王 2025-06-04 14:03:04 -
自动装卸货机器人的组成部分有哪些?
标签: 赛那德机器人,装卸货机器人,赛那德 提问:李子 2025-05-28 11:03:03 -
激光焊接机器人的特点有哪些?
标签: 激光焊接机器人,焊接机器人,工业机器人 提问:小T 2025-04-15 11:02:00


- 2021-03-24 11:25:18
- 2021-07-20 10:41:14
- 2021-07-21 10:49:57
- 2015-11-08 08:00:00
- 2022-09-04 00:00:00
- 2021-07-22 09:51:06
- 2022-10-12 13:24:24
- 2022-10-22 12:37:58
- 2022-12-14 13:55:28
- 2025-03-18 09:00:00
- 2022-09-05 16:22:38
- 2018-08-29 12:20:41
- 2025-08-12
- 2025-08-04
- 2025-03-12
- 2025-01-16
- 2024-11-29
- 2024-10-24
- 2024-10-17
- 2024-10-16
- 2024-10-16
- 2024-10-16









