





桁架机器人助力机床上下料生产

随着汽车工业的发展, 国内企业实力逐步增强,汽车零部件加工正向柔性制造和智能制造方向发展。曲轴生产线多数由数控车床和专用机床组成,自动线上有车床、磨床、滚压机、平衡机、抛光机及曲轴系列专机等先进设备对主轴颈、连杆轴颈进行数控车削和磨削等加工。现在希望实现具有高度灵活性的加工,在保持高生产率的同时还能生产更多种类的零件。本文采用桁架机器人对机床上下料,由于机械手可以和每台数控机床通信, 通过机械手就可以选择整条生产线的加工程序, 实现了快速换产。
数控机床上的程序设计
基于SUC8216曲轴数控铣端面钻中心孔机床,以德国西门子828D系统为平台,其PLC调用加工程序表是隐藏的,需要设置参数激活,激活程序如下:
MD51041 ENABLE_PROGLIST_ USER (激活USER的程序列表)
MD51042 ENABLE_PROGLIST_ INDIVIDUAL (激活INDIVIDUAL的程序列表)
MD51043 ENABLE_PROGLIST_MANUFACT (激活MANUFACTURER 的程序列表)
程序表中最多放置255个程序,分别对应以上3种权限的程序:
USER 1~100 1
INDIVIDUAL 101~200 2
MANUFACTURER 201~255 3
建立程序调用表,如图1所示。

图1
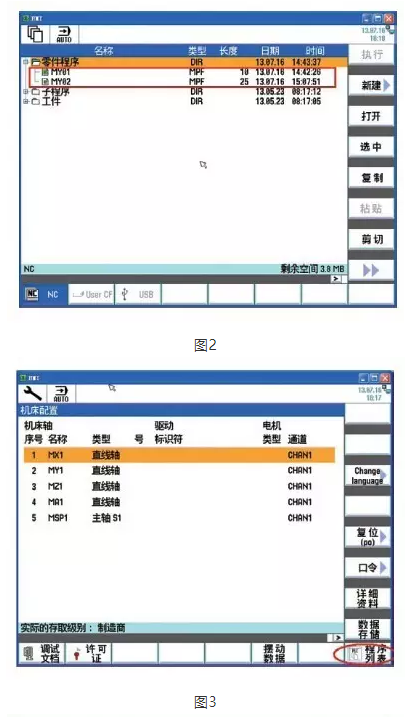
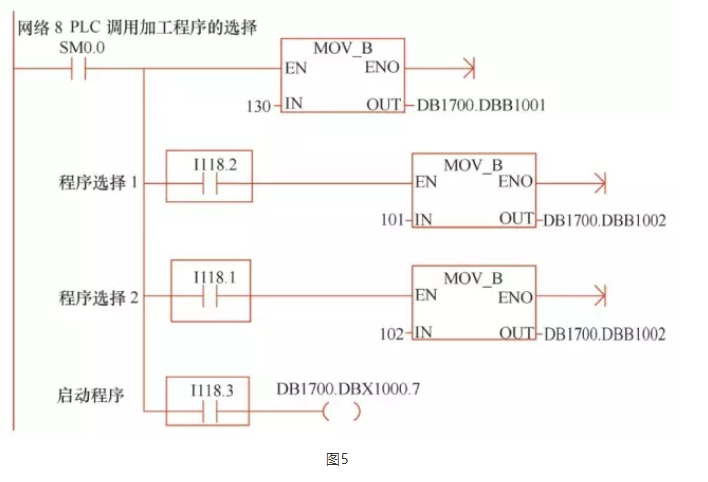
通过选择程序,直接选取想调用的程序,如图2~图4所示。

PLC调用加工程序的选择如图5所示。
利用PLC在加工程序表中选择程序
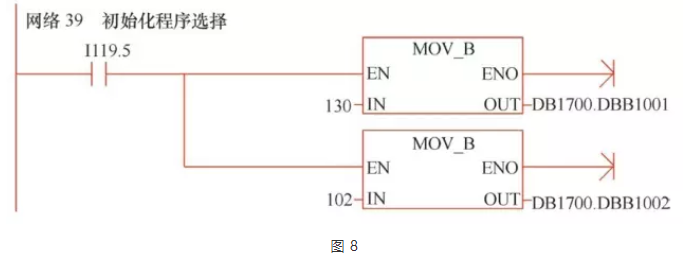
P L C 侧接口信号如图6 和图7 所示。其中,D B1 7 0 0 . D B B 1 0 0 0 . 7 为选择程序, DB1700.DBB1001为选择程序权限(即USER、INDIVIDUAL、MANUFACTURER,其各自的值分别是1 6# 81 、1 6 # 82 、16#83)。
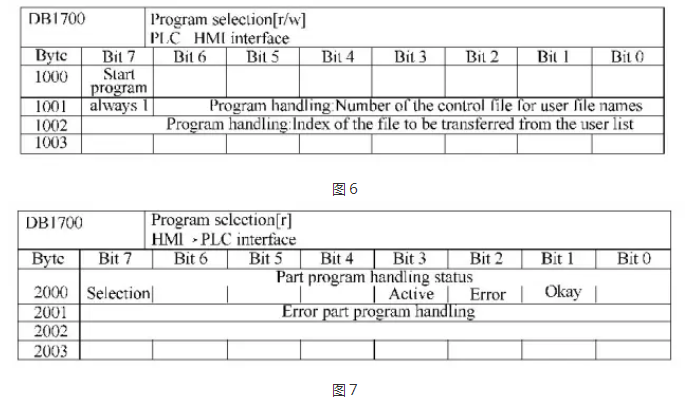
DB1700.DBB1002为选择程序号(即101、102…)。DB1700.DBB2000为显示程序的状态,DB1700.DBB2001为错误代码。调试过程:PLC应用程序中先将要调用的程序号送到接口DB1700.DBB1001和DB1700.DBB1002,然后选择程序开始DB1700.DBB1000.7即可。程序如图8所示,其中,130(16#82)赋值到DB1700.DBB1001代表程序为INDIVIDUAL级的,102赋值到DB1700.DBB1002代表程序号为102的程序。
机床和桁架机器人的通信
机床给桁架机器人信号如下:
1 Q88.0 机床无故障
2 Q88.1 机床上料请求信号
3 Q88.2 机床卸料请求信号
4Q88.3 机床门开到位检测
5 Q88.4 夹具松开到位检测
6 Q88.5 夹具夹紧到位检测
7 Q88.6 机床维护申请
8 Q88.7 程序选择正确
桁架机器人给机床的信号如下:
9 I89.0 工件类型1
10 I88.0 工件类型2
11 I88.1 卸料爪夹紧到位
12 I88.2 机械手上料完成
13 I88.3 机械手卸料完成
14 I88.4 机械手安全位置
15 I88.5 机械手无报警
16 I88.6 机械手换料位置
17 I88.7 吊篮门关到位
对于I/O通信,机床侧的上料步骤为:
①机床无料,请求上料Q88.1=1。
②机械手接受后来到安全位置上料I88.4=1,机床门开Q88.3=1。
③机床夹具松开Q88.4=1,机械手下降到换料位置I88.6=1(如果这里机床方有固定支架保证曲轴姿态,机械手可以直接退出到安全位置)。
④机床夹具夹紧Q88.5=1。
⑤机械手退出到安全位置,输出上料完成信号I88.2=1,机床关门开始工作。
对于I/O通信,机床侧,卸料步骤为:
①机床有料,请求卸料Q88.2=1。
②机械手接受后来到安全位置卸料I88.4=1,机床门开Q88.3=1。
③机械手松开,下降到换料位置I88.6=1。
④机械手夹紧I88.1=1,夹具松开Q88.4=1。
⑤机械手退出到安全位置,机床关门开始工作。
⑥循环至上料步骤。
对于I/O通信,机床侧的维护步骤为:
①人工在机床面板上按下维护申请键,机床发出机床维护申请,Q88.6=1,然后机械手发出信号让机床上方的吊篮门关闭,当吊篮门关闭检测信号到位后,机床侧门安全门锁解除,机床允许进行维护。
②侧面关闭后,再次人工按下在机床面板上的维护申请键,机床取消机床维护申请,Q88.6=0,吊篮门自动打开。
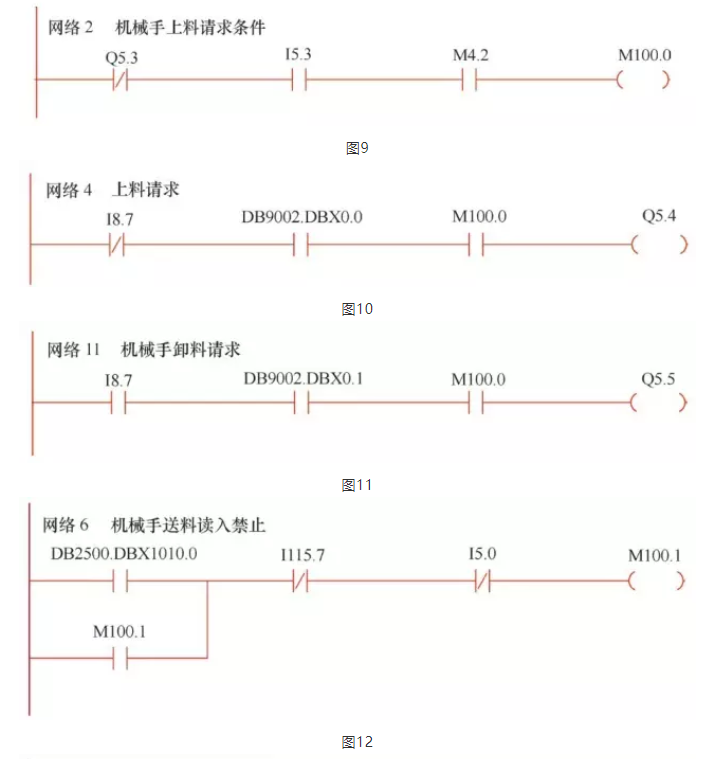
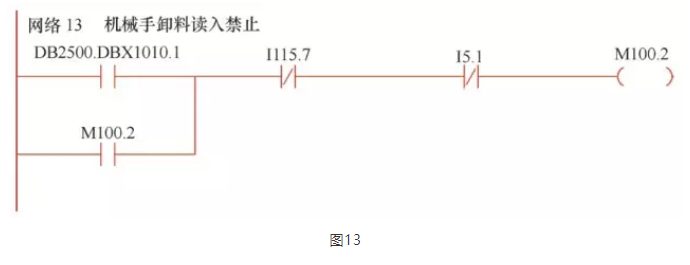
对于I/O通信,机床侧的安全互锁如图9~图13所示。其中,图9中Q5.3表示机床无报警,I5.3表示机械手无报警,M4.2表示程序选择正确,M100.0表示机械手进入机床条件。图10中I8.7表示物料检测,DB9002.DBX0.0表示上料M码,Q5.4表示上料信号。图11中I8.7表示物料检测,DB9002.DBX0.1表示卸料M码,Q5.5表示卸料信号。图12中DB2500. DBX1010.0表示来自NCK通道信号M80上料,I115.7表示复位信号,I5.0表示机械手上料完成,M100.1表示机械手送料读入禁止。图13中DB2500.DBX1010.1表示来自NCK通道信号M81卸料,I115.7表示复位信号,I5.1表示机械手卸料完成,M100.2表示机械手卸料读入禁止。
结语
目前,该生产线已正式投产运营,可形成年产15万支国IV和国V发动机曲轴的生产能力,新增产值1.2亿元。随着汽车工业的高速发展,对数控机床的自动化、智能化要求越来越高。我厂设计的机床通过夹具柔性化,并应用一键选择加工程序,实现了快速换产,既可以确保产品质量的稳定性、一致性和均匀性,又减轻了工人的劳动强度,提高了劳动生产力。

好的文章,需要您的鼓励
17

- 最新资讯
- 最新问答
-
智能仓储系统的构成包括什么?有哪些特点?
关键字: 智能仓储 智慧物流 2025-05-15 -
微型压力传感器的原理是什么?有哪些应用?
关键字: 传感器 压力传感器 鑫精诚 2025-04-03 -
立体库堆垛机是什么?有哪几种类型?
关键字: 堆垛机 立体仓库 2025-03-24 -
埋弧焊是什么焊接方法?有什么特点?
关键字: 弧焊 埋弧焊 2025-03-17 -
AGV小车是什么?有哪些分类及特点?
关键字: agv小车 2025-03-12
-
智能焊接机器人的优势有哪些?
标签: 焊接机器人,工业机器人,配天机器人 提问:小王 2025-06-04 14:03:04 -
自动装卸货机器人的组成部分有哪些?
标签: 赛那德机器人,装卸货机器人,赛那德 提问:李子 2025-05-28 11:03:03 -
激光焊接机器人的特点有哪些?
标签: 激光焊接机器人,焊接机器人,工业机器人 提问:小T 2025-04-15 11:02:00 -
工业机器人码垛原理是什么?
标签: 码垛机器人,工业机器人 提问:晓明 2025-03-24 12:00:00 -
什么是自动焊接和半自动焊接?
标签: 焊接,焊接机器人 提问:小君 2025-03-18 09:00:00

- 2020-02-13 14:33:28
- 2019-11-01 14:47:36
- 2020-03-19 16:24:27
- 2020-03-05 17:22:52
- 2022-06-15 15:34:54
- 2019-12-10 13:24:53
- 2023-05-10 15:34:04
- 2022-08-09 11:19:37
- 2022-08-08 22:11:48
- 2022-08-29 16:03:01
- 2022-08-29 17:02:01
- 2022-09-08 12:17:37
- 2025-05-15
- 2025-04-03
- 2025-03-24
- 2025-03-17
- 2025-03-12
- 2025-03-05
- 2025-02-27
- 2025-02-19
- 2025-02-18
- 2025-02-10









