




超强干货来了,焊接件的12个设计准则

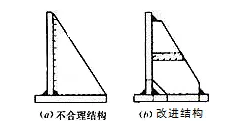
1、几何连续性原则
1)几何连续性原则,避免在几何突变处设置焊缝,这里应力集中,如果不能避免,则设定过渡结构。
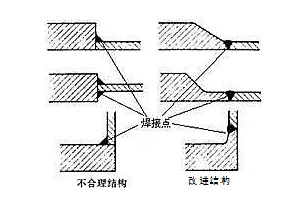
2)焊缝连接的两侧,板厚不一致,不能保证几何形状的连续性,则设定过渡结构
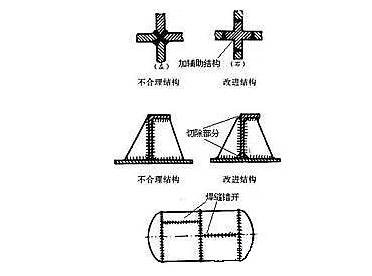
2、避免焊缝重叠
1)避免焊缝重叠,多条焊缝交汇处刚性大,结构翘曲严重会加大焊缝内应力;
2)结构多次过热,材料性能下降,应避免。
措施有三个:
a、加辅助结构;
b、切除部分;
c、焊缝错开。
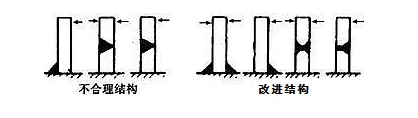
3、 焊缝根部优先受压焊缝根部优先受压,焊缝根部有裂纹,易产生缺口,承受拉载荷能力 < 承受压载荷能力 。
4、避免铆接式结构
铆接式结构通常用衬板搭接形式,焊缝多,费材料,造价高,且导致力流转折,提高了焊缝处的应力水平
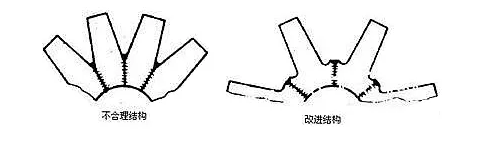
5、避免尖角
避免尖角,焊接处尖角定位困难,且尖角热容体太小,尖角易被熔化
6、便于焊接前后的处理操作和检测准则
结构的设计便于焊接前、后的处理、焊接的操作和检测。
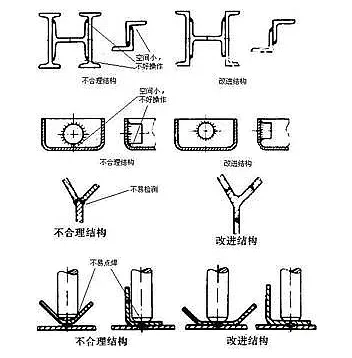
1)足够大的操作空间;
2)焊接时易于定位,易于操作,电极不会和周围的板粘结;
3)焊接后便于检查;
7、 对接焊缝强度大及动载荷设计准则
对接焊缝强度较大,尤其动载荷时优先采用
8、 焊接区柔性准则
焊接时的热变形在冷却后不能完全消除,产生残余变形,引起热应力。
解决措施:
1)热处理工艺降低热应力;
2)降低焊接区周围的刚性,从根本上减少内应力的产生。
9、 最少的焊接
1.最好的焊接是最少的焊接,减少焊缝的数量,减少焊缝的长度。
2)焊接的强度总会低于母材
3)焊接过程的热应力总会对材料特性有影响。
10、 材料的可焊性,碳钢中的碳含量
材料的可焊性,碳钢中的碳含量<0.22%
11 、前处理、后处理工艺
前处理、后处理工艺
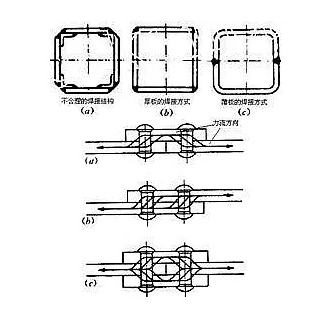
12、 焊缝受载形式利于焊接工艺准则
焊缝受载形式利于焊接工艺的进行

好的文章,需要您的鼓励
11

- 最新资讯
- 最新问答
-
协作焊接机器人有哪些特点?优势是什么?
关键字: 协作机器人 焊接机器人 2025-08-13 -
工业机器人码垛工作站怎么布局?有哪些组成设备?
关键字: 码垛机器人 码垛工作站 工业机器人 2025-06-25 -
智能仓储系统的构成包括什么?有哪些特点?
关键字: 智能仓储 智慧物流 2025-05-15 -
微型压力传感器的原理是什么?有哪些应用?
关键字: 传感器 压力传感器 鑫精诚 2025-04-03 -
立体库堆垛机是什么?有哪几种类型?
关键字: 堆垛机 立体仓库 2025-03-24
-
焊接机器人系统组成有哪些?
标签: 焊接机器人,机器人系统 提问:李子 2025-07-24 14:02:05 -
高精度压力传感器关键技术有哪些?
标签: 压力传感器,传感器,鑫精诚传感器 提问:小王 2025-07-03 17:01:05 -
智能焊接机器人的优势有哪些?
标签: 焊接机器人,工业机器人,配天机器人 提问:小王 2025-06-04 14:03:04 -
自动装卸货机器人的组成部分有哪些?
标签: 赛那德机器人,装卸货机器人,赛那德 提问:李子 2025-05-28 11:03:03 -
激光焊接机器人的特点有哪些?
标签: 激光焊接机器人,焊接机器人,工业机器人 提问:小T 2025-04-15 11:02:00


- 2021-06-10 10:45:45
- 2021-06-11 13:34:28
- 2020-05-29 10:03:22
- 2019-09-24 11:19:01
- 2020-01-16 13:27:13
- 2019-03-22 15:42:15
- 2022-10-22 12:37:58
- 2022-12-14 13:55:28
- 2025-03-18 09:00:00
- 2022-09-05 16:22:38
- 2018-08-29 12:20:41
- 2022-08-03 10:20:40
- 2025-08-13
- 2025-06-25
- 2025-05-15
- 2025-04-03
- 2025-03-24
- 2025-03-17
- 2025-03-12
- 2025-03-05
- 2025-02-27
- 2025-02-19









