





【ATI】机器人打磨-工具篇 | ACT-390 机器人毛刺精加工工具

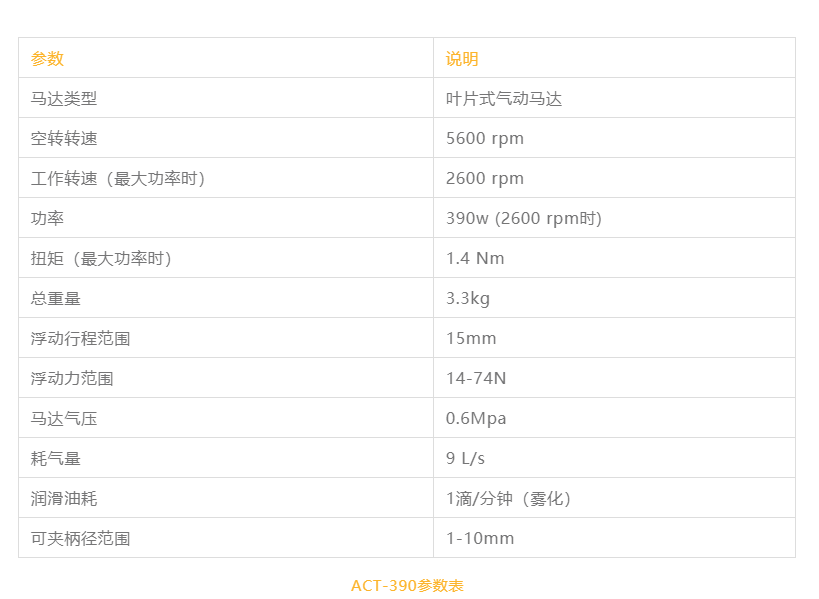
在上一期的机器人打磨工具分享中,我们介绍了ATI的机器人径向浮动毛刺清理工具RC-340,今天我们来给大家分享一款轴向浮动精加工工具ACT-390,ATI轴向浮动精加工工具也被熟知为Versafinish,是理想的表面精加工工具,可以用于铝合金、塑料、钢材等各种材料,是一款设计坚固、转速低、扭矩高的气动工具。
ACT-390基本介绍
ACT-390是轴向浮动的打磨去毛刺工具,可以安装钢丝刷,尼龙刷,打磨砂碟。ACT代表轴向浮动工具Axial Compliance Tool, 390代表马达功率是390w。

ACT-390安装方式
ACT-390在机器人上安装方式:

ACT-390工具在侧面有一个安装面,可以和过渡板连接,然后固定在机器人的第六轴法兰上。过渡板非标配,用户可以单独订购或者根据我们提供的图纸,自己加工。如果机器人需要切换不同的打磨工具,可以选用快换盘和工具支架。

ACT-390气路及电路连接方式
在我们讲ACT-390工具安装好之后,我们就需要连接以下气路和电路(可选项)。

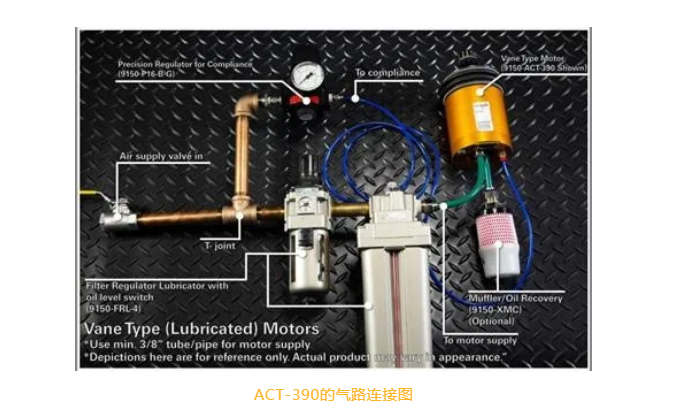
ACT-390有三个气路接口,两个进气口,一个排气口。
· 一路进气是动力气(绿色气管1),提供马达旋转。这路气的压力要求是6kg/cm2,最大流量要求是9 L/s。
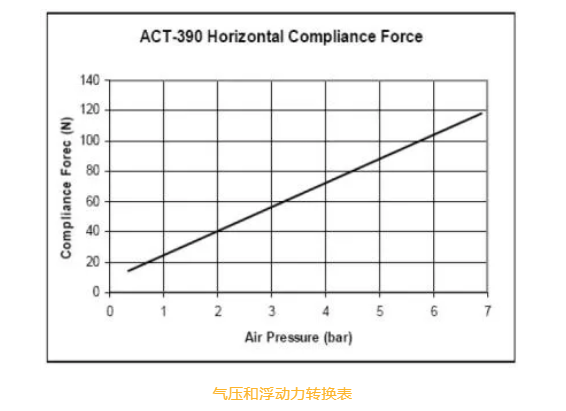
· 另一路气是压力气(蓝色气管),提供打磨时的压力。压力气需要一个调压阀,来根据毛刺大小不同的工况,来调整打磨力。压力范围是1-4 kg/cm2,线性对应的输出力范围是 14-74N。一般调试的时候,从1kg/cm2 开始。
· 第三个是连接排气路(绿色气管2)的排气口。气动马达的压缩空气在马达内推动叶片旋转后,要排出来。排气端有一个消音过滤装置。
ACT-390的马达是叶片式气动马达,气路前段需要加过滤,除掉管路里的水和油,这样可以延长马达的使用寿命。另外,气路里要加润滑油雾化器,叶片式气动马达的叶片旋转的时候会和马达的缸体内壁摩擦,加润滑油的话,可以延长马达寿命。

下面我们来些大家更为关注的,案例分享~
ACT-390应用案例
01、钢丝刷去除焊接氧化皮
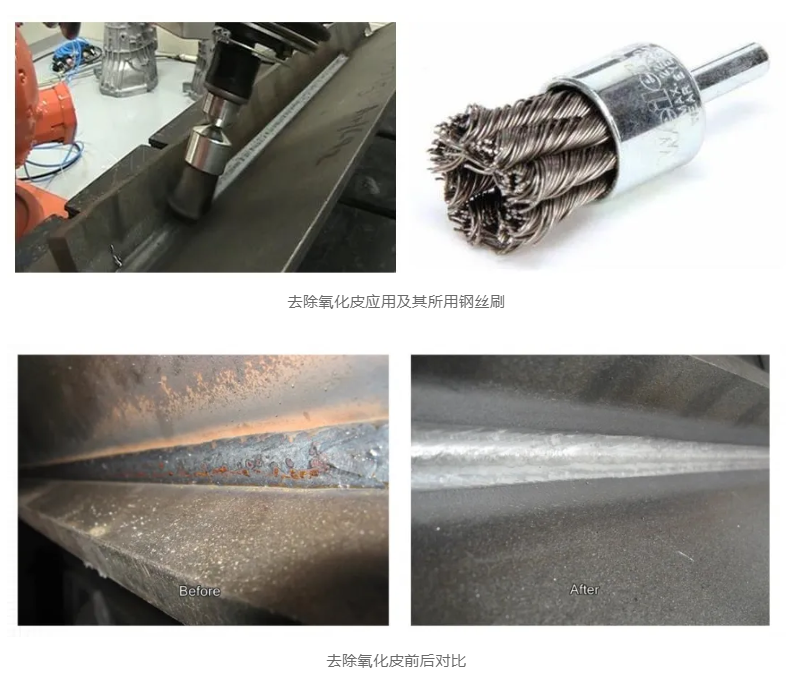
钢丝刷是一种常见的耗材,可以去除焊接后的氧化皮。ACT-390可以确保钢丝刷和工件的接触是恒力的,这样可以保证加工效果是一致的。
02、尼龙研磨刷去毛刺
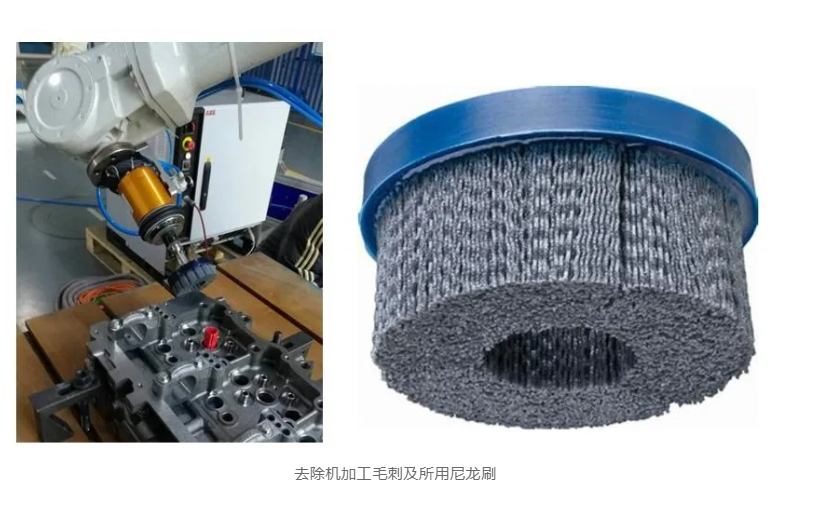
这里用的尼龙刷的尼龙丝里含有用于切削的研磨颗粒,氧化铝或者碳化硅。对金属有一定的切削作用。这个应用是缸盖机加工后去毛刺,毛刺比较小,最大0.3mm。用刷子的话,覆盖面比较大,可以减少轨迹行程,节约节拍时间。

这是尼龙刷用于去除铝合金的毛刺。尼龙刷都是柔软弹性的,ACT-390的浮动功能,可以保证尼龙刷压缩变形是相对恒定的,这样去毛刺的效果才可能一致性好。
03、打磨砂碟去焊缝
ACT-390也可以用于焊缝的打磨,根据焊缝的不同情况,可以配合不同的打磨砂碟。

涂附砂碟去除焊缝
这是焊缝打磨的应用,用到的打磨耗材是涂附砂碟,涂附砂碟俗称砂布碟。焊缝的打磨,更需要浮动的功能。砂碟本身弹性很小,打磨的时候更需要恒力的保证,才能保证打磨的时间和一致性。
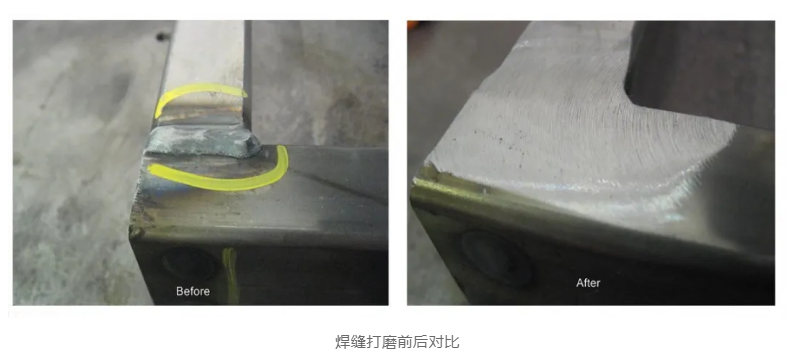
上图示焊缝打磨前后的对比。在恒力的情况下,焊缝的高度越高,需要的打磨时间越长。ACT-390可以保证恒力,在编程的时候,到底要磨多长时间,需要通过做实验室。
ACT-390也可以连接目前打磨焊缝最常用的固结砂碟和涂附百叶盘砂碟。

固结砂碟是最常见的焊缝打磨片,俗称砂轮片。用一个带柄法兰,把砂碟连接到ACT-390上。固结砂碟硬度比较大,切削力强,不过没有柔性,打磨后的表面平整性不是很好。如果要求平整性好的话,需要用百叶盘。如下图:
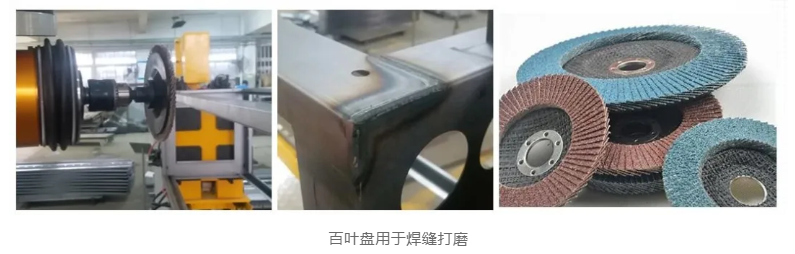
百叶盘是用涂附砂布加工而成,本省有一定弹性,打磨的时候跳动比较小。百叶盘的连接方式和固结打磨片一样,都是中间有孔,需要一个固定法兰。
另外,利用背绒的涂附砂碟,也可以去焊缝进行打磨。与百叶盘不同的是,这种背绒砂碟可以实现快换,这对机器人打磨来说,是非常好的一个选择。
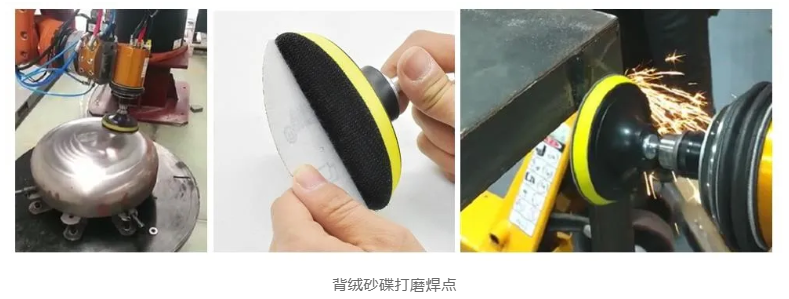
上图示利用背绒砂碟对不锈钢表面进行砂光和焊点打磨。砂碟和托盘的连接是通过背绒背钩的方式连接,易连接,易更换。
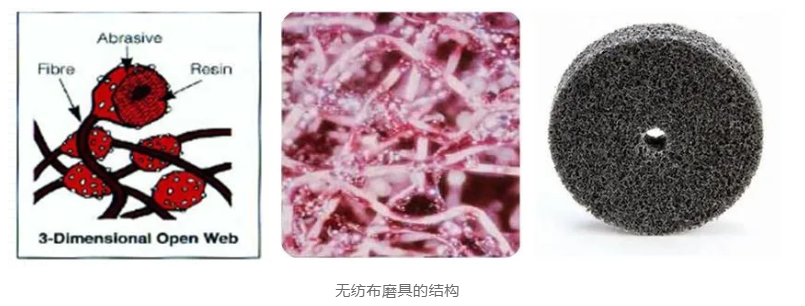
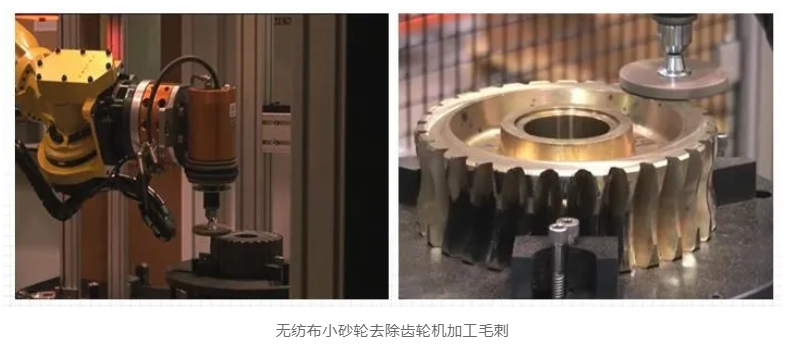
04、无纺布砂轮去毛刺
无纺布砂轮也是一种常见磨料,纤维多孔结构,磨粒粘在纤维上,有一定的弹性,特别适合去毛刺或者表面处理。如下图:
下图的案例是利用无纺布小砂轮去除机加工零件间隙之间的小毛刺。无纺布轮子去掉毛刺后,几乎不会过切工件的底材。

无纺布轮子加工后的锐边,过渡更圆滑。和旋转锉刀相比,不会留下二次毛刺。
05、和旋转锉刀配合倒角
倒角和去毛刺有一定的区别。去毛刺突出去除毛刺,去毛刺后有可能会产生倒角效果。倒角是不管有没有毛刺,需要把锐边加工成倒角。
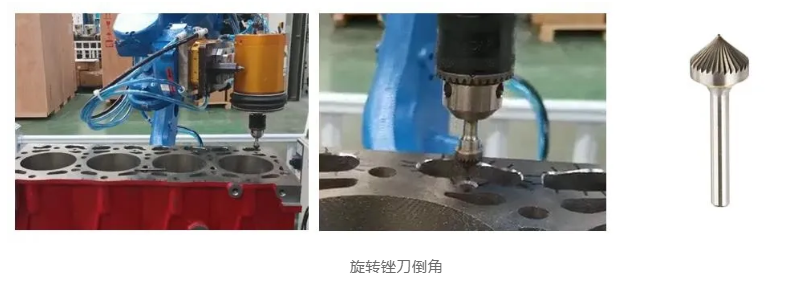
ACT-390是轴向浮动的,选用伞形旋转锉刀,垂直加工在锐边边缘,可以直接加工成45°的倒角效果。这个缸体工件的要求就是倒角,不是去毛刺。
以上就是ACT-390最常见的应用场景,可以配合不同的打磨耗材,使得机器人可以完成一些去毛刺或倒角的应用。现在我们来看下面的总结表:
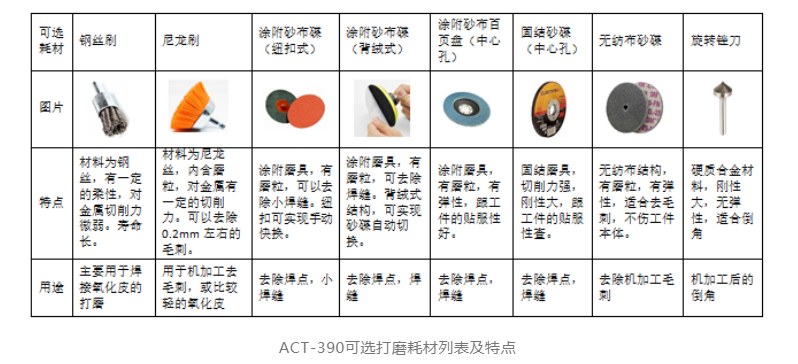
在以上所有的应用中,ACT-390工具首先提供动力,使得打磨耗材旋转起来,然后通过恒力浮动,保证打磨工艺的可控和一致性。

好的文章,需要您的鼓励
19

- 最新资讯
- 最新问答
-
轮式机器人的发展及其趋势
关键字: 轮式机器人 发展 趋势 2024-07-03 -
具身智能的定义和作用
关键字: 具身智能 2024-06-28 -
什么是agv小车?特点有哪些?
关键字: agv小车 特点 2024-06-27 -
机器视觉应用的分类?范围有哪些?
关键字: 机器视觉 应用分类 范围 2024-06-25 -
机器人打磨抛光设备有哪些?特点是什么?
关键字: 机器人打磨 抛光 特点 2024-06-20
-
工业机器人技术是干什么的?
标签: 工业机器人,技术 提问:小杰 2024-07-03 13:03:15 -
机器人焊接焊机报TC异常怎么解决
标签: 焊接机器人,焊机,TC异常 提问:TC 2024-06-28 16:05:01 -
机器人运动轨迹的控制方式有哪两种
标签: 机器人,运动轨迹,控制方式 提问:张默 2024-06-25 10:10:02 -
具身智能什么意思
标签: 具身智能,什么意思 提问:MESSE 2024-06-19 10:37:04 -
3D视觉无序抓取系统配置要点?
标签: 3D视觉,无序抓取,系统配置 提问:QUTE 2024-06-17 13:17:05

ATI 工业自动化有限公司
 5年
5年



- 2018-11-06 09:00:52
- 2022-06-22 13:37:27
- 2022-05-13 18:13:31
- 2020-06-24 13:39:52
- 2020-05-18 11:37:12
- 2024-01-17 14:09:12
- 2022-10-25 18:20:27
- 2023-04-03 09:03:00
- 2022-10-12 10:03:03
- 2022-09-06 14:03:04
- 2022-09-06 16:59:04
- 2022-08-03 10:20:40
- 2024-07-03
- 2024-06-28
- 2024-06-27
- 2024-06-25
- 2024-06-20
- 2024-06-19
- 2024-06-17
- 2024-06-13
- 2024-06-11
- 2024-06-06









