




模具保护的设定方法

模具保护的设定方法
注塑成型过程中,模具的保护至关重要,有时模具的价格要超过机台的价格。如果模动作设定不当,可能导致模具异常损坏,增加昂贵的维修成本。凭借先进的最新31i-MODEL B数控系统,可精确控制各轴的动作,使开闭模过程更加准确可靠。通过精确控制开合模的速度位置及压力,监测过程中的负荷变化。使模具得到有效保护,不给注塑生产增加额外负担。
FANUC有两种模具保护方式,分别为低压保护和AI模具保护
低压保护为传统的保护方式,如下图STEP2过程所示。以较低的压力使模具移动完成接触,闭合时如动作不顺(有异物阻碍或合模阻力增大)超过保护时间即发生模具保护报警。
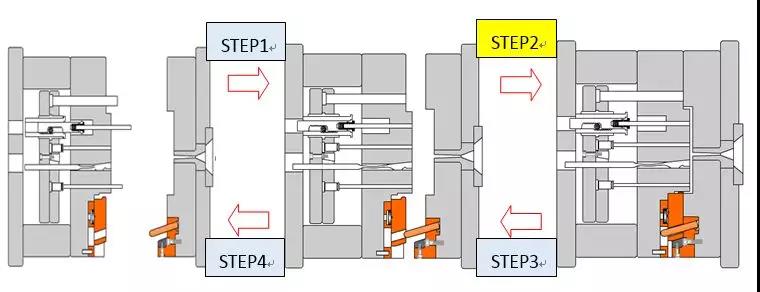
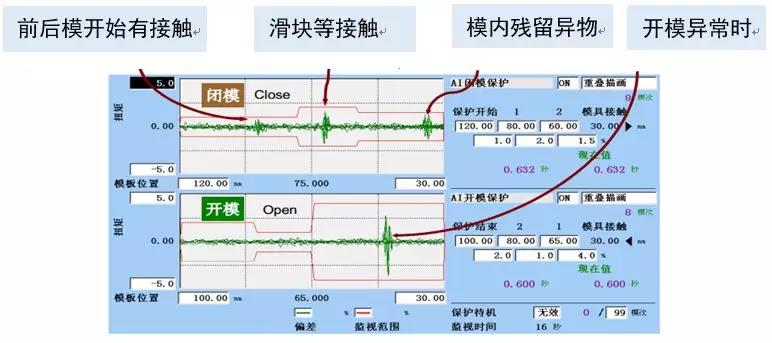
AI模具保护保护方式,可在STEP1-STEP4整个开合模工序进行保护。通过监测开合模过程中伺服电机的负荷变化,动作异常时负荷超过基准范围即发生AI模具保护报警。
低压保护的说明
在注塑成型的闭模工序中,可以使用不同的速度进行,一般遵循慢快慢的原则。速度太慢则影响成型周期,速度太快可能会使振动及噪声增大,同时模具的机构,比如导柱、滑块或三板模模板会有比较大的冲击。因此前后模开始有接触时,速度要适当的降低。通过限制前后模接触过程的扭矩,使模具在比较低的压力下移动,即低压模具保护压力。万一产品未取出来压在模具内,也不会对模具产生较大损坏。如上图STEP2的过程即为低压保护的作用范围。
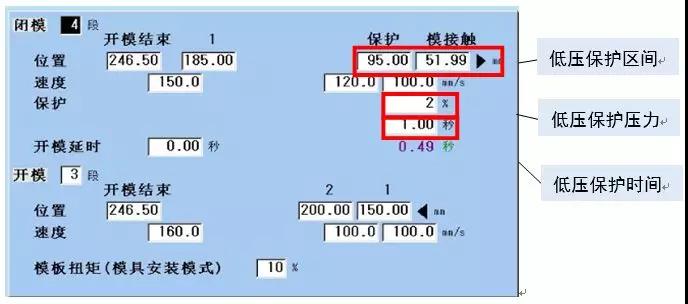
低压保护区间
使用低扭矩使模具移动的区间
通常设定前后模开始有接触的位置到分型面完全接触位置的区间。
低压保护压力
使用低扭矩使模具移动接触的压力
通常设定初始值10%左右,在锁模工序中,边判断是否正常动作,边进行微调整。在使保护时间没有变化情况下降至尽量低的压力。
低压保护时间
使用低扭矩使模具移动接触的时间;
设定保护时间建议比监测时间大0.02秒即可,超过监测时间则方式模具保护报警;
AI模具保护的说明
传统的低压保护只能在模具接触到闭合的过程中起作用,已经不能满足更高的模具保护及安全要求。AI模具保护功能可提供更高精度灵敏度的保护。其原理为系统采集正常开合模动作的扭矩曲线,以此为基准设定保护范围。过程中如发生负荷变大超过监测范围,即发生AI模具保护报警停止合模。如合模工序的STEP1过程中有其他设备或工具如取出机误入合模范围,使用AI模具保护能敏感的监测碰撞而立即停止合模,传统的低压保护是没办法保护此段过程的。再比如开模工序的STEP3过程中,滑块导柱缺油变卡。AI模具保护功能也能及时检测到开模的负荷增大,发生报警提醒进行模具保养。而传统方式只会硬拉开模,时间一长模具精度下降,模具损坏风险变大。
AI模具保护的特点
1.利用最新CNC,实现高精度高应答的模具保护功能
2.只要按下操作画面上的按钮,即可开启模具保护功能
3.不需要繁琐的监视范围设定
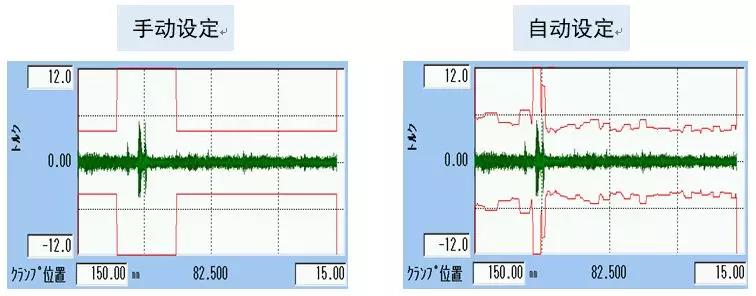
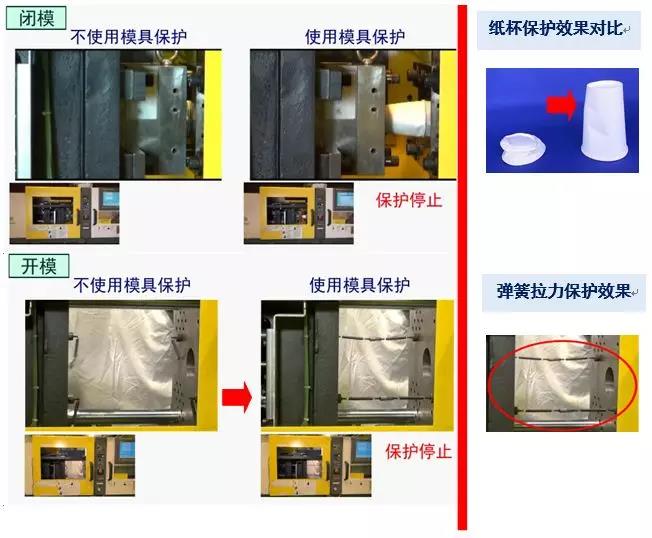
4.可手动或根据负载变动幅度自动设定监视范围(图中红线所示)
根据模具复杂程度选择灵敏度
高敏感度(精密平面模)-标准(一般模具)-低敏感度(复杂模具)
使用AI模具保护的效果
总结:以上效果充分说明,生产过程中设定合理的低压保护及AI模具保护,可以使您的模具更安全。

好的文章,需要您的鼓励
12

- 最新资讯
- 最新问答
-
工业机器人码垛工作站怎么布局?有哪些组成设备?
关键字: 码垛机器人 码垛工作站 工业机器人 2025-06-25 -
智能仓储系统的构成包括什么?有哪些特点?
关键字: 智能仓储 智慧物流 2025-05-15 -
微型压力传感器的原理是什么?有哪些应用?
关键字: 传感器 压力传感器 鑫精诚 2025-04-03 -
立体库堆垛机是什么?有哪几种类型?
关键字: 堆垛机 立体仓库 2025-03-24 -
埋弧焊是什么焊接方法?有什么特点?
关键字: 弧焊 埋弧焊 2025-03-17
-
焊接机器人系统组成有哪些?
标签: 焊接机器人,机器人系统 提问:李子 2025-07-24 14:02:05 -
高精度压力传感器关键技术有哪些?
标签: 压力传感器,传感器,鑫精诚传感器 提问:小王 2025-07-03 17:01:05 -
智能焊接机器人的优势有哪些?
标签: 焊接机器人,工业机器人,配天机器人 提问:小王 2025-06-04 14:03:04 -
自动装卸货机器人的组成部分有哪些?
标签: 赛那德机器人,装卸货机器人,赛那德 提问:李子 2025-05-28 11:03:03 -
激光焊接机器人的特点有哪些?
标签: 激光焊接机器人,焊接机器人,工业机器人 提问:小T 2025-04-15 11:02:00


- 2020-10-22 10:41:37
- 2018-08-09 10:49:14
- 2018-11-12 08:52:28
- 2022-08-10 16:13:02
- 2018-11-22 08:52:08
- 2020-10-22 14:23:49
- 2022-08-03 10:20:40
- 2023-01-28 20:21:04
- 2022-11-08 21:58:02
- 2025-06-25
- 2025-05-15
- 2025-04-03
- 2025-03-24
- 2025-03-17
- 2025-03-12
- 2025-03-05
- 2025-02-27
- 2025-02-19
- 2025-02-18









