





【方案分享】工业机器人洁具自动磨抛工作站方案(上篇)

1 系统介绍
1.1 系统需求
需要用机器人完成水嘴(6A014901CP8)表面磨削、抛光工艺。特别要求为“铸件在正面有两条特别的槽,是安装后起到美观的修饰作用。特别要求注意对称、均匀、圆滑、光亮。”图 1 中左侧为加工后水嘴,右侧为待加工水嘴。

图 1 加工前后水嘴
系统功能要求:
※各部分加工余量:单边厚度从 0.1mm 到 1mm
※专业工作房:普通的工作环境
※除尘装置:需配置吸尘装置
系统性能要求:
※加工精度:相同工件表面误差不超过 0.2mm,一些特别要求的产品特殊位置的尺寸误差不超过 0.1mm
※场地尺寸:不限
※温度:0℃——40℃
※湿度:40%——95%
※光洁度要求:Ra 达 0.2
1.2 系统组成
提出如下水龙头磨削抛光自动化解决方案,系统示意图见图 2,3。
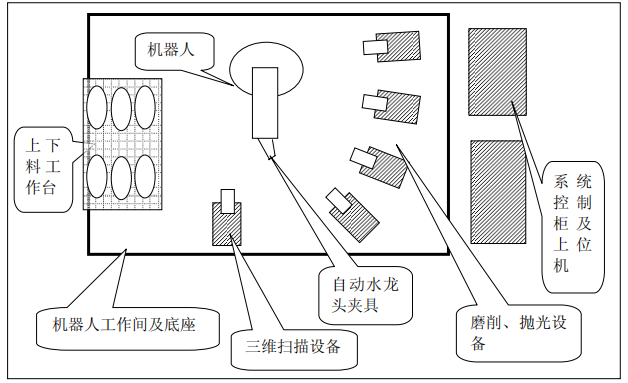
图 2:机器人洁具自动磨抛工作站简单示意图
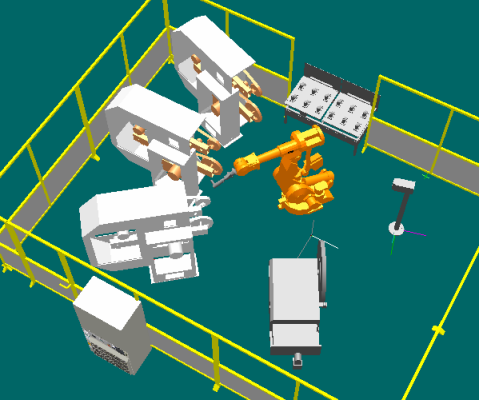
图 3:机器人洁具自动磨抛工作站主要设备参考仿真示意图
图中可以看出,硬件系统主要有以下几部分组成:
※机器人系统
※上下料工作台
※三维扫描系统
※磨削系统
※抛光系统
※自动水龙头夹具设备
※机器人工作间及底座
※上位机
系统软件部分主要包括:
※离线编程软件
※在线校准
1.3 系统工作流程
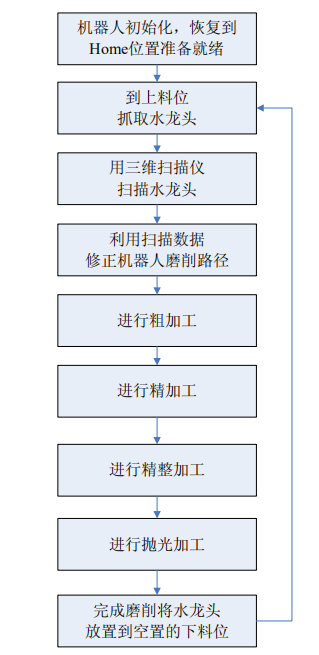
图 4:机器人洁具自动磨抛工作站生产过程流程图
系统流程图如图 4 所示,具体步骤如下:
1.启动机器人磨削抛光系统,机器人就位。
2.人工将待加工水龙头放置到上料位,并从下料位取出加工完成的水龙头
3.机器人开始工作,抓取水龙头
4.利用激光扫描仪,扫描水龙头表面,修正机器人磨削路径
5.顺次进行粗加工、精加工、精整和抛光四道工序
6.将加工完成的水龙头放置到下料位上
7.重复 3-6 步。在机器人进行 4、5 步加工过程中,可人工开启上下料工作台进行第 2步的工作。在上下料工作台关闭锁死前,机器人不会进入第 3 和第 6 步操作。
1.4 系统总体设计
系统为工作单元形式,使用一台机器人,采用机器人抓取水龙头,扫描、磨削及抛光设备固定的工作方式,通过人工上下料,整套系统分为上下料区和加工区两个工作区域。
上下料区由上下料工作台构成,加工区由机器人及执行系统、水龙头夹具、三维激光扫描系统、磨削、抛光设备及辅助的多种安全措施和粉尘收集装置组成。
系统具备机器人工作间和安全门,门上安装电子锁,系统正常工作时若有人员开门进入机器人工作区域可以马上使机器人急停,保证人员安全。机器人控制柜及系统控制柜均设有急停按钮,系统的急停可通过机器人控制器、示教盒、系统控制柜上的任一急停按钮进行。
上下料工作台分为上料区域和下料区域,分别可一次装卡多个水龙头。当机器人处于停止状态或进入扫描、加工工序后,操作员可拉出工作台加入待加工水龙头或卸下已加工完毕的水龙头。为防止碰撞及确保机器人抓取到水龙头,增加接触式传感器用于判断机器人是否抓持着水龙头。
机器人使用自动夹具,可以在加工过程中自动抓取水龙头进行加工,无需人工干预。
因工件表面复杂,因此利用离线编程软件及在线校准软件完成机器人加工程序。

好的文章,需要您的鼓励
5

- 最新资讯
- 最新问答
-
智能仓储系统的构成包括什么?有哪些特点?
关键字: 智能仓储 智慧物流 2025-05-15 -
微型压力传感器的原理是什么?有哪些应用?
关键字: 传感器 压力传感器 鑫精诚 2025-04-03 -
立体库堆垛机是什么?有哪几种类型?
关键字: 堆垛机 立体仓库 2025-03-24 -
埋弧焊是什么焊接方法?有什么特点?
关键字: 弧焊 埋弧焊 2025-03-17 -
AGV小车是什么?有哪些分类及特点?
关键字: agv小车 2025-03-12
-
智能焊接机器人的优势有哪些?
标签: 焊接机器人,工业机器人,配天机器人 提问:小王 2025-06-04 14:03:04 -
自动装卸货机器人的组成部分有哪些?
标签: 赛那德机器人,装卸货机器人,赛那德 提问:李子 2025-05-28 11:03:03 -
激光焊接机器人的特点有哪些?
标签: 激光焊接机器人,焊接机器人,工业机器人 提问:小T 2025-04-15 11:02:00 -
工业机器人码垛原理是什么?
标签: 码垛机器人,工业机器人 提问:晓明 2025-03-24 12:00:00 -
什么是自动焊接和半自动焊接?
标签: 焊接,焊接机器人 提问:小君 2025-03-18 09:00:00

- 2021-06-10 10:45:45
- 2021-06-11 13:34:28
- 2020-05-29 10:03:22
- 2019-09-24 11:19:01
- 2020-01-16 13:27:13
- 2019-03-22 15:42:15
- 2022-08-03 10:20:40
- 2025-05-15
- 2025-04-03
- 2025-03-24
- 2025-03-17
- 2025-03-12
- 2025-03-05
- 2025-02-27
- 2025-02-19
- 2025-02-18
- 2025-02-10









