





基于机器视觉的面粉袋码垛机器人研究中PLC控制系统设计
时间:2017-08-10
阅读:8742
原创

5.4.IPLG控制器的选型
码垛机器人的PLC控制器选用台达DVP-EH3高功能标准型主机系列中的DVP-40EH,该型号的PLC结构紧凑,高效可靠。具有如下功能特点:使用220V交流电源,24个输入点16个输出点,具有4点200kHz的高速脉冲输出,内置1个RS232通信接口和I个RS485通信接口,支持4点200kHz的硬件高速计数器,具有多个外部中断输入功能。并且为了实现高速精确定位的功能要求,又添加了多种类型的运动控制指令。该型PLC被广泛应用在裁板机、送料机、包装机和印刷机等设备上。
相比于其他型号的PLC控制器,使用该型PLC的4个高速脉冲输出端和其自身的运动控制指令,便可对码垛机器人的4个伺服电机进行高速精准定位控制,而不需要额外的外部运行控制模块,使用成本较低而且能够完全满足控制功能的需要。
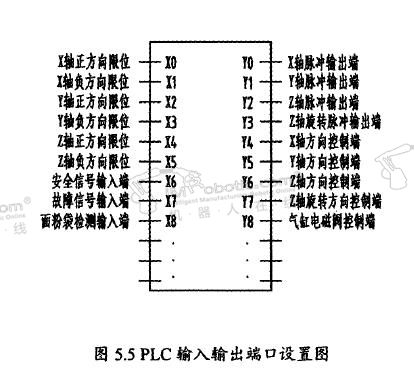
PLC控制器输入输出端口的分配,如图5.5所示,XO-X5输入端分别对应于X轴、Y轴和Z轴两端的限位开关信号,X6-X8输入端分别对应安全报警传感器信号、机器人故障传感器信号和面粉袋有无检测传感器信号。YO-Y3四个高速脉冲输出端分别对应于直角运动机器人的四个伺服电机脉冲控制接口。Y4-Y7输出端对应于四个伺服电机的方向控制接口。Y8输出端用于控制拾取手爪气缸的电磁阀。
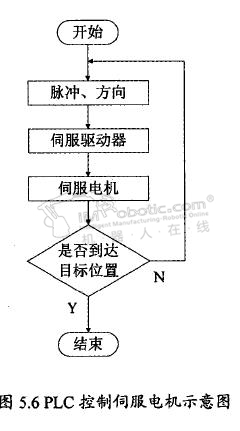
5.4.2伺服电机运动控制
PLC控制器的主要功能就是控制直角运动机器人伺服电机的运行,以便准确到达指
定的位置。其控制流程如图5.6所示。
码垛机器人PLC控制器通过串口由上位机PC接收到三维坐标信号和拾取手爪的旋转角度信号,驱动各个伺服电机运行。因码垛系统的布局特点,各托盘的面粉袋层数不同,如果机器人的各运动轴同时动作有可能出现手爪碰撞到己码放面粉袋的危险,但各运动轴单独动作又会降低码垛效率,因此需对各运动轴的动作先后顺序进行规划。
具体运动方案如下:当码放托盘A和托盘B时,首先拾取手爪将面粉袋抓起,PLC控制器控制X轴伺服电机运动使面粉袋沿X轴正方向运动直到离开传送带末端,其次Z轴的伺服电机再运动到目标位置,在此期间Z轴旋转电机动作调整面粉袋的码放角度,然后X轴和Y轴的伺服电机再同时启动,运动到目标位置;当码放托盘C和托盘D时,与其不同之处在于当面粉袋离开传送带末端时,X轴伺服电机继续运行,此时Z轴伺服电机和Z轴旋转伺服电机开始动作,使面粉袋达到码放高度和码放角度,最后Y轴的伺服电机运动,最终到达码放位置。码垛机器人按上述两种运动路径执行完码放任务后,各运动电机按相反的运动次序回到手爪等待区准备下一次的抓取任务。
5.5本章小结
本章初步设计了码垛机器人的控制系统,系统采用上位机PC和PLC的控制结构,使用MatlabGUI编写了机器人控制系统界面,并对面粉袋的码放位置进行详细的规划。根据运动控制系统的实际需求,对PLC控制器进行了选型及各输入输出端口的分配,分析了码垛过程中PLC控制器对各伺服电机的控制及控制次序,以保证码垛作业能够顺利进行。

码垛机器人
基于机器视觉的面粉袋码垛机器人研究
技术干货

好的文章,需要您的鼓励
17

- 最新资讯
- 最新问答
-
智能仓储系统的构成包括什么?有哪些特点?
关键字: 智能仓储 智慧物流 2025-05-15 -
微型压力传感器的原理是什么?有哪些应用?
关键字: 传感器 压力传感器 鑫精诚 2025-04-03 -
立体库堆垛机是什么?有哪几种类型?
关键字: 堆垛机 立体仓库 2025-03-24 -
埋弧焊是什么焊接方法?有什么特点?
关键字: 弧焊 埋弧焊 2025-03-17 -
AGV小车是什么?有哪些分类及特点?
关键字: agv小车 2025-03-12
-
智能焊接机器人的优势有哪些?
标签: 焊接机器人,工业机器人,配天机器人 提问:小王 2025-06-04 14:03:04 -
自动装卸货机器人的组成部分有哪些?
标签: 赛那德机器人,装卸货机器人,赛那德 提问:李子 2025-05-28 11:03:03 -
激光焊接机器人的特点有哪些?
标签: 激光焊接机器人,焊接机器人,工业机器人 提问:小T 2025-04-15 11:02:00 -
工业机器人码垛原理是什么?
标签: 码垛机器人,工业机器人 提问:晓明 2025-03-24 12:00:00 -
什么是自动焊接和半自动焊接?
标签: 焊接,焊接机器人 提问:小君 2025-03-18 09:00:00
推荐

相关资讯
相关问答
- 2021-06-10 10:45:45
- 2021-06-11 13:34:28
- 2020-05-29 10:03:22
- 2019-09-24 11:19:01
- 2020-01-16 13:27:13
- 2019-10-08 09:43:45
- 2022-08-11 13:34:57
- 2023-05-09 07:25:25
- 2022-08-24 08:13:44
- 2023-01-10 09:48:37
- 2023-01-27 13:17:04
- 2022-08-03 10:20:40
栏目推荐
- 2025-05-15
- 2025-04-03
- 2025-03-24
- 2025-03-17
- 2025-03-12
- 2025-03-05
- 2025-02-27
- 2025-02-19
- 2025-02-18
- 2025-02-10









