





齿轮精度还是不够高?试试这几类夹具!

圆柱齿轮加工过程中, 夹具的使用是影响生产效率和产品质量的重要因素, 根据齿轮结构和工艺要求, 需要设计精车、滚齿、插齿、剃齿、磨齿等专用工装夹具, 如果工件的定位基准尺寸精度不是很高, 还可以通过改进夹具结构而提高定位精度。
Part.1 精车夹具的设计
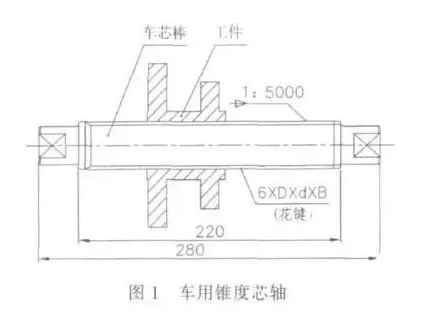
齿轮拉花键后,常采用锥度芯轴来精车齿坯,如图1所示。利用锥度芯轴涨紧工件内孔,可以有效保证工件装配基准与加工基准的同轴度, 并提供良好的端面基准。但使用时需要在砧铁上将工件墩实、夹紧, 易损伤工件内孔和“烧蚀” 芯轴。加上芯轴在两顶尖上定位刚性较差, 因此加工齿坯时端面和径向跳动均较大。
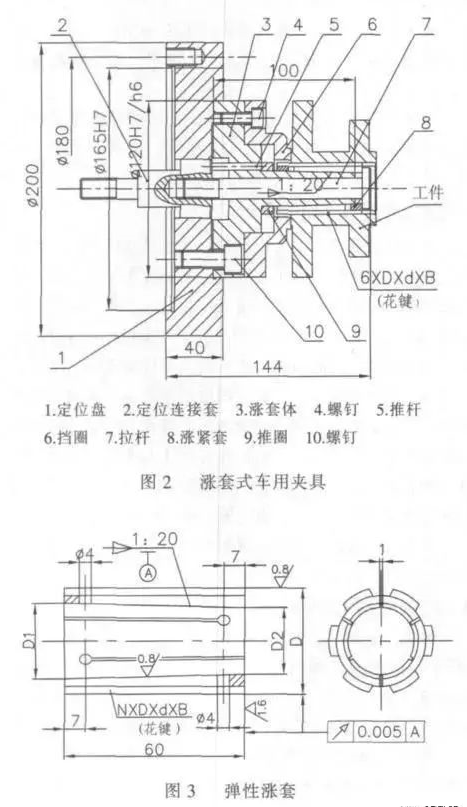
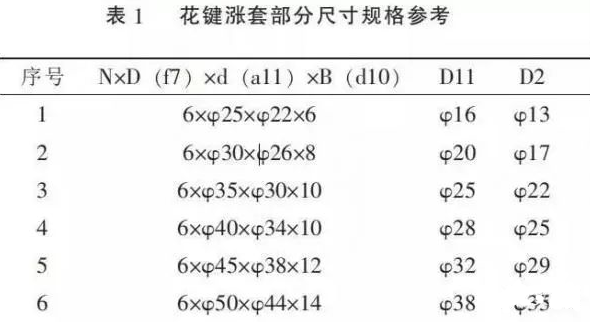
为此可以将夹具做成图2所示涨套式结构,利用液压缸驱动拉杆, 当拉杆7向左移动时,涨套体3的圆锥面迫使弹性涨套向外撑开, 涨紧工件内孔;拉杆向右移动时,推杆5顶出涨套,涨套缩回,取出工件。保证了工件的加工精度, 又使装夹迅速可靠。该夹具适合直径 φ25mm以上内孔的工件,涨套采用 65Mn钢材料制成, 硬度 HRC40~45, 涨紧套尺寸参照图3及表1。
Part.2 滚齿夹具的设计
滚齿夹具一般采用组合形式, 结构如图4,主要由件1滚齿底座、件3定位套、件4滚齿心轴、件5隔套、件7螺母组成。滚齿芯轴与工件孔配合部分没有锥度,一般按H6/h5、H7/h6 配合或H8/h9配合。
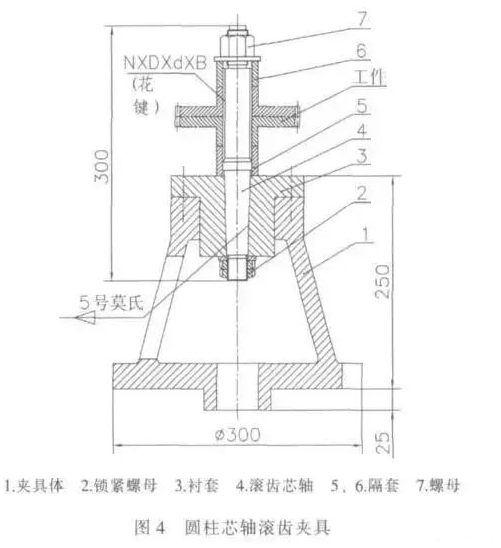
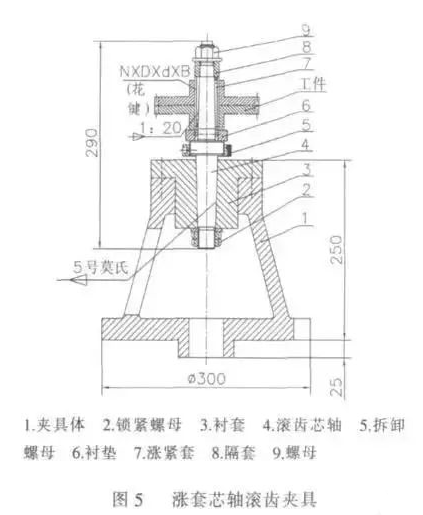
但实际上由于齿轮结构、材料及硬度的不同,花键孔会产生不同的收缩或扩大,无法装入芯轴或与配合间隙过大,使安装时产生几何偏心,引起被加工齿轮的周节累计误差和齿形误差。另外当芯轴与齿坯孔有间隙时,同时装夹使用的隔套、垫圈、螺母等的端面又不平行时,夹紧后就会使工件轴线产生歪斜,从而引起被加工齿轮的齿向误差。为此当齿轮孔精度不高时,将滚齿夹具改成图5所示的涨套式夹紧, 既可保证齿坯容易装入,又可消除夹具与工件的定位间隙。衬垫6与工件端面定位,用以承受切削时产生的径向力。
Part.3 插齿夹具的设计
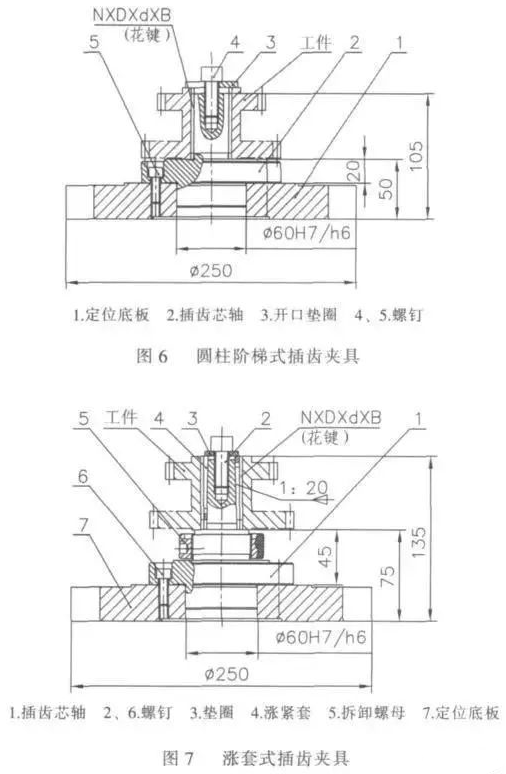
插齿夹具与滚齿夹具大致相同, 底板上面安装插齿芯轴,芯轴与工件孔配合,当工件孔径小、精度高时用图6所示结构,当工件孔径大,孔的工差也较大时,就用较图 7 所示涨套式结构,用以消除芯轴和工件孔的定位间隙,保证被加工齿轮的齿向和径跳。
Part.4 剃齿夹具的设计
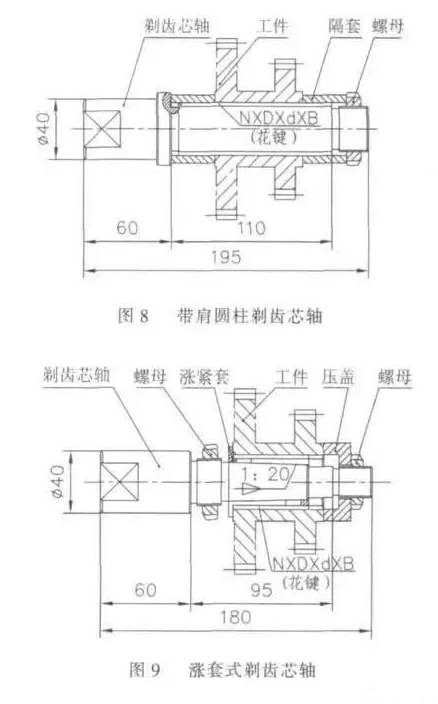
大多数剃齿夹具都是采用间隙配合的定位芯轴, 如图8所示。剃齿可以消除滚齿、插齿时的齿形、齿向和径向跳动误差,但往往得不到较高精度的齿轮。为此,如图9所示,采取涨套定位,齿轮端面夹紧,既可消除齿轮内孔配合间隙,又可以克服剃齿刀具往复运动带来的切削力,使齿轮精度提高1~2级。
Part.5 磨齿夹具的设计
磨齿夹具与剃齿夹具也大致相同,当工件孔径小、精度高时用图10所示带肩圆柱芯轴与工件内孔配合。当工件孔径大,孔的公差也较大时就用图11所示涨套式芯轴,可以消除芯轴与齿轮孔的配合间隙,减小磨削后的径跳和齿向误差,使齿轮精度进一步提高。
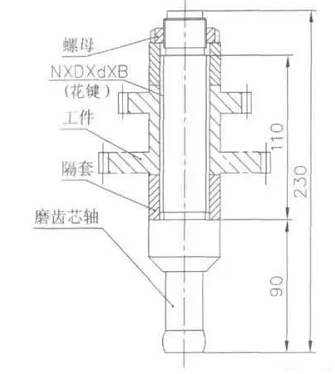
图10 带肩带圆柱磨齿芯轴

图11 涨套式磨齿芯轴
圆柱齿轮夹具在实际工作当中应根据齿轮结构和工艺灵活运用,在工艺方案能达到齿轮加工精度时,力求使用简单的夹具,夹具的设计也应力求简单化、通用化和便于制造。

好的文章,需要您的鼓励
7

- 最新资讯
- 最新问答
-
智能仓储系统的构成包括什么?有哪些特点?
关键字: 智能仓储 智慧物流 2025-05-15 -
微型压力传感器的原理是什么?有哪些应用?
关键字: 传感器 压力传感器 鑫精诚 2025-04-03 -
立体库堆垛机是什么?有哪几种类型?
关键字: 堆垛机 立体仓库 2025-03-24 -
埋弧焊是什么焊接方法?有什么特点?
关键字: 弧焊 埋弧焊 2025-03-17 -
AGV小车是什么?有哪些分类及特点?
关键字: agv小车 2025-03-12
-
智能焊接机器人的优势有哪些?
标签: 焊接机器人,工业机器人,配天机器人 提问:小王 2025-06-04 14:03:04 -
自动装卸货机器人的组成部分有哪些?
标签: 赛那德机器人,装卸货机器人,赛那德 提问:李子 2025-05-28 11:03:03 -
激光焊接机器人的特点有哪些?
标签: 激光焊接机器人,焊接机器人,工业机器人 提问:小T 2025-04-15 11:02:00 -
工业机器人码垛原理是什么?
标签: 码垛机器人,工业机器人 提问:晓明 2025-03-24 12:00:00 -
什么是自动焊接和半自动焊接?
标签: 焊接,焊接机器人 提问:小君 2025-03-18 09:00:00

- 2024-10-30 13:56:02
- 2017-11-10 06:33:28
- 2022-07-19 13:50:39
- 2024-12-17 19:01:52
- 2018-09-20 08:56:50
- 2020-02-26 15:14:02
- 2022-11-30 10:01:02
- 2022-11-13 15:04:03
- 2022-12-09 18:05:05
- 2022-12-04 22:23:21
- 2018-12-26 09:55:40
- 2021-08-02 13:25:12
- 2025-05-15
- 2025-04-03
- 2025-03-24
- 2025-03-17
- 2025-03-12
- 2025-03-05
- 2025-02-27
- 2025-02-19
- 2025-02-18
- 2025-02-10









