





一分钟了解铝合金焊接基础
时间:2017-01-25
阅读:8235


焊丝选择
对于6005A、6082、5083 母材来说,选择的焊丝牌号为5087/ AlMg4. 5MnZr ,5087 焊丝不仅抗裂性能好,抗气孔性能优越,而且强度性能也很好。对于焊丝规格的选择,优先选择大直径规格的焊丝。同样的焊接填充量即同等重量的焊丝,大规格焊丝较小规格焊丝的表面积要小很多,因此,大规格焊丝较小规格焊丝的表面污染要少即氧化区域要小,焊接质量更容易达到要求。另外大直径焊丝的送丝过程更容易操作。对于8 mm 以下板厚的母材一般采用1. 2 mm直径的焊丝,对于8 mm 及以上板厚的母材采用1. 6 mm 直径的焊丝。自动焊机采用1. 6 mm直径的焊丝。
保护气选择
Ar100 %的特点是电弧稳定、引弧方便,对于8mm以下板厚的母材一般采用Ar100 %进行焊接。对于8 mm 及以上板厚的母材和气孔要求高的焊缝,采用Ar70 % + He30 %进行焊接。氦气的特点在于:9 倍于氩气的导热性,焊接速度更快,气孔率减少,熔深增加。厚板焊接时,Ar100 %和Ar70 % +He30 %的熔深状况见图1。气体的流量选择不是越大越好,流量过大会造成紊流,导致熔池保护不充分,空气与熔敷金属发生反应,会改变焊缝组织,使性能下降,而且产生焊接气孔的倾向增加。
焊接速度
对于薄板焊缝,为了避免焊缝过热,一般采用较小的焊接电流和较快的焊接速度;对于厚板焊缝,为使焊缝熔合充分和焊缝气体充分逸出,采用较大的焊接电流和较慢的焊接速度。
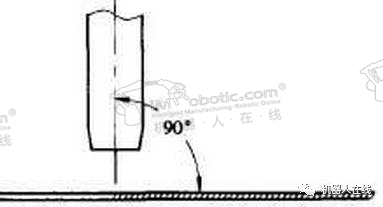
焊枪角度
在焊接方向上,焊枪角度一般控制在90°左右,过大和过小都会造成焊接缺陷。焊枪角度过大会造成气体保护不充分而产生气孔;角度过小还有可能使液铝达到电弧前端,使电弧不能直接作用于焊缝而产生未熔合。
焊接
干货
技术
技术干货

好的文章,需要您的鼓励
18

- 最新资讯
- 最新问答
-
复合机器人品牌有哪些?产品及特点
关键字: 复合机器人 产品特点 2024-09-20 -
机器人结构组成及功能
关键字: 机器人结构 组成 2024-09-18 -
搬运机器人和叉车哪个好?优劣势分析
关键字: 搬运机器人 叉车 优劣势 2024-09-14 -
机器人涂胶工作站主要包括哪些设备?工作原理是什么
关键字: 机器人 涂胶 原理 2024-09-14 -
STRP方案重磅登场!接力天团来袭,绝对实力王炸商业仓配赛场!
关键字: 海康 机器人 strp方案 2024-09-13
-
amr机器人是什么意思
标签: amr机器人,什么意思 提问:HYN 2024-09-18 11:16:05 -
上海视觉设备厂家有哪些?
标签: 视觉设备,视觉设备厂家 提问:GIGI 2024-09-13 10:16:02 -
搬运机器人多少钱一台?
标签: 搬运机器人,多少钱 提问:小仙 2024-09-10 11:28:02 -
配天机器人价格怎么样?
标签: 配天,机器人,价格 提问:SOSO 2024-09-09 10:48:02 -
场景感知技术包括哪些
标签: 场景感知,技术 提问:YUMI 2024-09-03 10:30:05

推荐

相关资讯
相关问答
- 2021-06-10 10:45:45
- 2021-06-11 13:34:28
- 2020-05-29 10:03:22
- 2019-09-24 11:19:01
- 2020-01-16 13:27:13
- 2019-03-22 15:42:15
- 2022-11-14 16:16:05
- 2023-02-06 11:09:05
- 2024-09-03 10:30:05
- 2022-12-21 17:22:06
- 2024-07-03 13:03:15
- 2022-08-03 10:20:40
栏目推荐
- 2024-09-20
- 2024-09-18
- 2024-09-14
- 2024-09-14
- 2024-09-13
- 2024-09-14
- 2024-09-12
- 2024-09-11
- 2024-09-10
- 2024-09-05









