





【欧姆龙】【行业案例】机器人在电池片叠焊上的应用案例 | SCARA搭载视觉进行精准定位,电池片合格率提升10%】

设备概况
叠焊机主要用于全自动晶硅太阳电池组件中单晶、多晶电池片的叠焊,适用于小规格晶硅太阳电池片的串联焊接,电池片搬运采用SCARA机器人配合视觉进行精准定位,采用丝网印涂胶工艺进行焊接,提高电池转换效率,利用输送带加热加快电池片焊接。
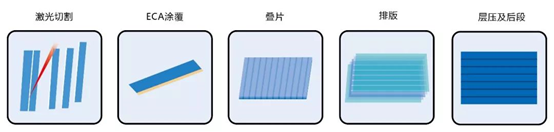
叠焊产线,主要分为:
1、激光切割
2、ECA涂覆
3、叠片
4、排版
其中排版包含引线焊接、汇流条焊接及排版、旁路焊带及并联焊带。
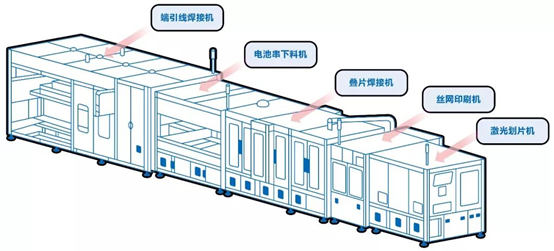
根据整线工艺,主要分为以下设备:
1、激光划片机(裁切)
2、丝网印刷机(涂胶)
3、叠片焊接机(焊接)
4、端引线焊接机(引线)
5、电池串下料机(下料)
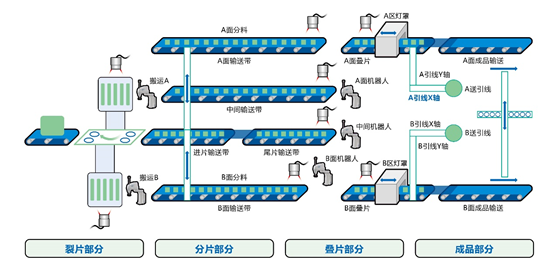
工艺简介
裂片部分:由进料输送、旋转搬运、裂片平台构成
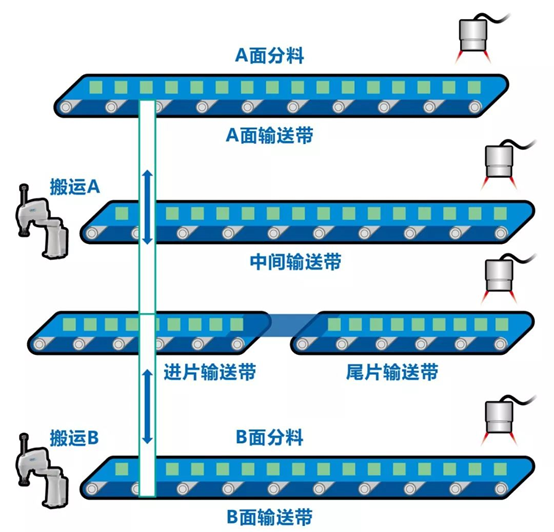
分片部分:由搬运机器人、进片输送、A面输送、B面输送、中间输送、尾片输送、A面分片伺服、B面分片伺服、间距气缸、整平气缸、翻转气缸等构成
叠片部分:由3个机器人、A面叠片输送、B面叠片输送、灯罩部分
成品部分:由下料X轴、下料Z轴、A面成品输送、B面成品输送构成
课题
目前普遍采用的“固定方式”,对小片太阳能电池片依次叠焊,容易受到电池总片数、单片电池合格率、输送定位精度等影响,造成电池片合格率降低!
解决方案
1、分片控制
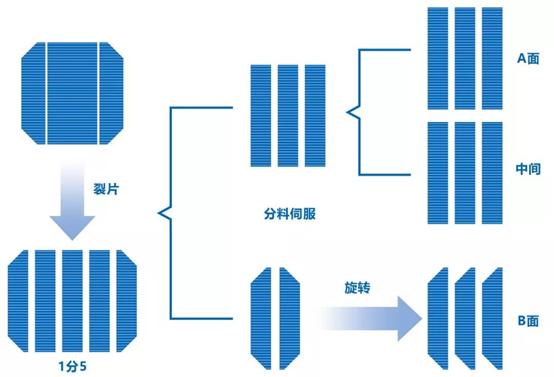
① Cobra450配合视觉系统,将裂片平台上的5小片电池片进行抓取搬运到进片输送带。
② 通过分料伺服对倒角片和直角片分离,直角片进入A面输送带、中间输送带,倒角片进入B面输送带。
③ 倒角片进行旋转,让倒角片方向一致。
④ A面、B面、中间、尾片输送带安装视觉进行物料位置检测、OK/NG检测。
2、尾片控制
尾片是电池串的最后一片,进行不涂胶控制,由于A、B面规格不同,造成三个机器人取尾片要取不同规格,尾片数量不够时要进行尾片增加。
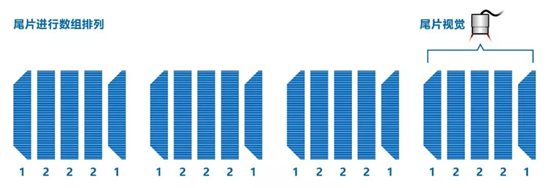
通过数组方式快速处理尾片的排列问题。包括数组生成,A面类型检索,B面类型检索,尾片数量检索等特有的程序模组。
3、引线控制
电池串首片、尾片需要增加引线,增加X,Y引线机构配合送引线伺服,对引线进行定长输送,通过灯罩进行焊接。
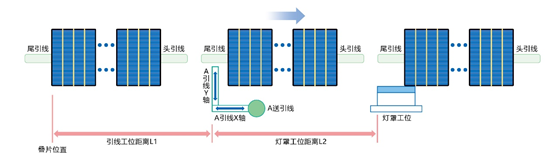
采用位置数组方式进行数据记录,当首片或者尾片进行叠片后,记录输送带当前位置P1,形成位置数组。根据设置片宽、重叠量、叠片数量、空格距离等参数,对下引线、灯罩焊接的输送带位置进行实时判断,引线X轴、灯罩X轴可以进行6片的位置移动,到位后进行下引线、焊接动作。
4、叠片控制
视觉对位置数据进行采集,再通过叠片算法,得出机器人的气爪叠片位置。机器人EIP通讯为Byte格式,采用转换程序模组快速和机器人实现通讯,最后由机器人执行叠片动作。
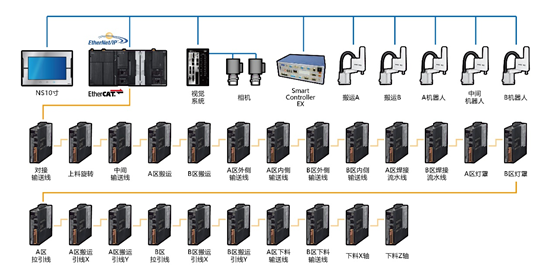
系统配置
超高速视觉系统FH系列对位置数据进行采集,再通过NX1系列机械自动化控制器,自带的叠片算法,得出机器人的气爪叠片位置。机器人全部由拥有高负载、长臂展的欧姆龙SCARA组成,而伺服驱动全部采用欧姆龙1S系列,可实现对动作曲线的精准控制。
实现价值
国内尖端的叠片技术
叠焊机作为太阳能电池行业的新型工艺,相比于拉焊机工艺,大大提高电能转换效率。采用叠片算法以后,将叠焊机的合格率提升10%,结合视觉定位叠片精度高达±0.05mm。
FROM
速度:6000片/小时
精度:±0.2mm
合格率:88%
TO
速度:10000片/小时
精度:±0.05mm
合格率:98%
【经营层】
提供国内尖端的电池叠片技术,大幅提升速度与合格率,行业Top竞争力!
【管理层】
通过视觉定位、机器人纠偏,实现高精度叠片,品质向上。
多轴多机构的精确时序控制,实现整机的高速运动节拍。
【工程师层】
全系统由欧姆龙提供技术支援,后期维护有保障。
通过一款软件对所有设备进行整合控制,缩短开发时间。
欧姆龙始终致力于解决生产中出现的课题,推动生产革新。尤其是欧姆龙智能制造理念i-Automation!中的“Integrated”(控制升级),致力于为制造业革新创出提供核心技术力,为客户创造更简单更灵活的制造现场,实现高速?高精度生产,赋予生产更多智能。

好的文章,需要您的鼓励
19

- 最新资讯
- 最新问答
-
复合机器人品牌有哪些?产品及特点
关键字: 复合机器人 产品特点 2024-09-18 -
机器人结构组成及功能
关键字: 机器人结构 组成 2024-09-18 -
搬运机器人和叉车哪个好?优劣势分析
关键字: 搬运机器人 叉车 优劣势 2024-09-14 -
机器人涂胶工作站主要包括哪些设备?工作原理是什么
关键字: 机器人 涂胶 原理 2024-09-14 -
STRP方案重磅登场!接力天团来袭,绝对实力王炸商业仓配赛场!
关键字: 海康 机器人 strp方案 2024-09-13
-
amr机器人是什么意思
标签: amr机器人,什么意思 提问:HYN 2024-09-18 11:16:05 -
上海视觉设备厂家有哪些?
标签: 视觉设备,视觉设备厂家 提问:GIGI 2024-09-13 10:16:02 -
搬运机器人多少钱一台?
标签: 搬运机器人,多少钱 提问:小仙 2024-09-10 11:28:02 -
配天机器人价格怎么样?
标签: 配天,机器人,价格 提问:SOSO 2024-09-09 10:48:02 -
场景感知技术包括哪些
标签: 场景感知,技术 提问:YUMI 2024-09-03 10:30:05

欧姆龙自动化(中国)有限公司
 5年
5年



- 2022-06-27 10:05:41
- 2020-08-17 15:11:43
- 2019-01-25 11:08:57
- 2020-10-16 13:27:55
- 2022-08-18 15:10:45
- 2022-05-27 16:40:33
- 2022-08-24 12:09:31
- 2018-07-18 16:14:08
- 2022-08-30 15:17:40
- 2022-08-24 14:16:37
- 2022-09-13 12:17:35
- 2023-09-01 10:16:04
- 2024-09-18
- 2024-09-18
- 2024-09-14
- 2024-09-14
- 2024-09-13
- 2024-09-14
- 2024-09-12
- 2024-09-11
- 2024-09-10
- 2024-09-05









