




焊机工艺参数混合因素与熔池形态关系(上)
时间:2017-08-14
阅读:8020
原创

5. 1焊接电流、焊接速度与熔池形态关系
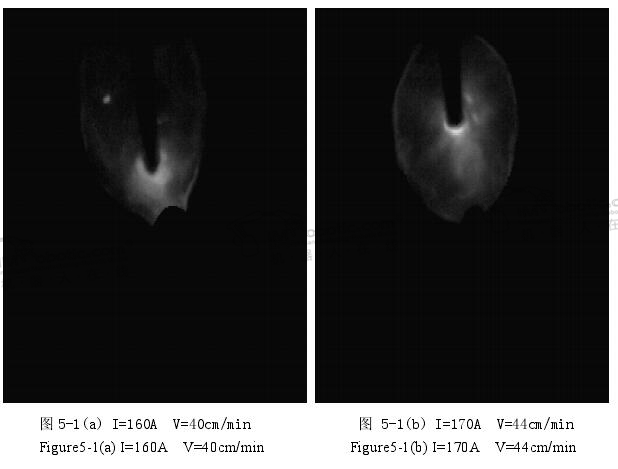
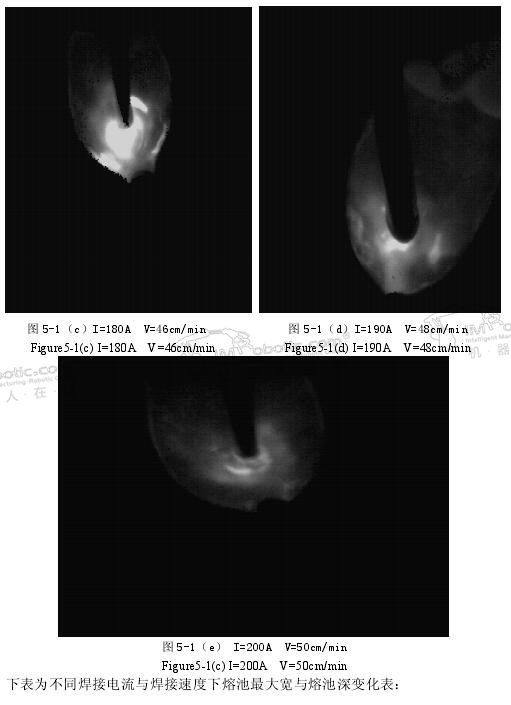
焊接机器人前文第四章我们分析研究了单一焊接工艺参数与熔池的形态关系,本章主要研究混合焊接工艺参数交互作用和熔池的形态之间关系。前文中我们说焊接电流与焊接速度对熔池的影响明显,本章为研究焊接电流与焊接速度交互作用与熔池形态的关系,分别选焊接电流为160A-200A,焊接速度为40cm/min-50cm/min,焊接电压选择18V,焊接角度为900,二氧化碳气体流量为20L/min,其余焊接工艺参数如前文所选,保持不变。不同焊接电流焊与焊接速度下熔池的图像如下所示:
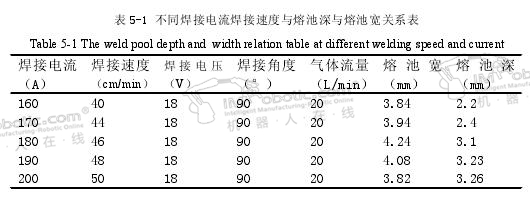
为了更加明显的研究焊接电流与焊接速度与熔池形态的关系,文章分别作了熔池最大宽、熔池深随着焊接电流与焊接速度的变化的轨迹、曲面以及立体图。我们先来研究焊接电流、焊接速度与熔池宽的关系,如下图:
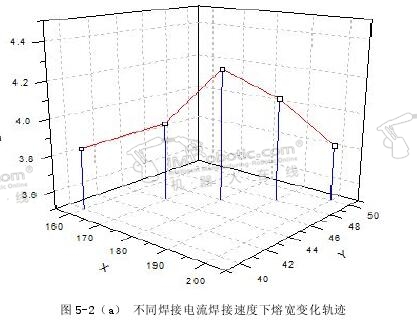
图5-2 (a)中X轴表示焊接电流,Y轴表示焊接速度,Z轴表示熔池最大熔宽。下图为熔池最大宽变化的曲面图:
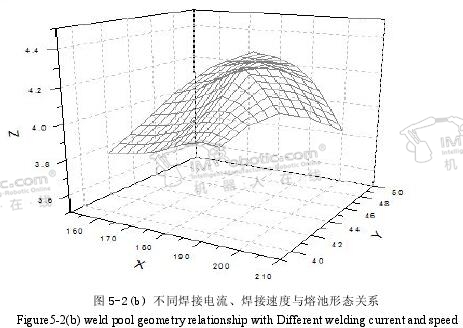
其5-2 (b)中X轴表示焊接电流,Y轴表示焊接速度,Z轴表示熔池最大宽,熔池宽随焊接电流焊接、焊接速度变化的立体图如下:
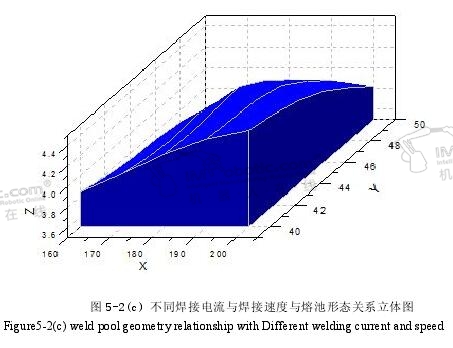
焊接机器人其5-2 (c)中X轴表示焊接电流,Y轴表示焊接速度,Z轴表示熔池最大宽度。熔深。
从图5-2(a)熔池变化轨迹图我们可以清楚的看出,电流在160A-170A时熔池最大宽增大,但是增大的幅度不是很明显。这说明在焊接电流较小时,它对熔池宽的影响程度不大。从点(170, 44)开始熔池的最大宽有有明显的增大。当焊接速度达到46cm/min并逐渐增大时,也就是点(180, 46)熔池的最大宽度开始减小,而且速度越大减小的趋势越明显。
在图5-2 (b)熔宽变化曲面图中,曲面形状先平缓上升一段然后相对显然上升后在下降,焊接速度在44cm/min-46cm/min时间,焊接电流的渐渐增大能使得熔池宽增大的幅度较大,这是由于在焊接速度较小时,单位时间内熔池内部输入的热量增加较快,使得熔池最大宽增大相对较为明显。当焊接达到48cm/min,这时的焊接速度已经相对较大,使得单位时间内的热量输入开始减小。而且当焊接的速度过大时,焊缝的成型质量较差。因此合适的焊接速度是保证良好焊缝成形的重要因素。
从图5-2 (c)熔池最大宽变化立体图中,我们可以清楚的看出,焊接电流的增大熔宽增大但是整体幅度不明显,焊接速度增大,熔宽减小。其中突出点就是焊接电流为180A焊接速度是46cm/min时的点。当焊接电流不大时,为了良好的焊缝成形,我们不可以选择过大的焊接速度。如果速度过大,焊缝的成形相对不平整,但是当焊接电流较大焊接速度过小时,金属熔化区域的输入的能量增加,有可能导致焊道趾部会出现满溢的现象。
分析研究完熔池最大宽的变化规律,我们看看熔池深的变化情况,熔池的深与焊接电流焊接速度同时变化时的轨迹、曲面和立体图如下所示:
.jpg)
焊接机器人
基于视觉的CO_2焊接机器人焊接工艺参数与熔池形态关系的研究
技术干货

好的文章,需要您的鼓励
8

- 最新资讯
- 最新问答
-
工业机器人码垛工作站怎么布局?有哪些组成设备?
关键字: 码垛机器人 码垛工作站 工业机器人 2025-06-25 -
智能仓储系统的构成包括什么?有哪些特点?
关键字: 智能仓储 智慧物流 2025-05-15 -
微型压力传感器的原理是什么?有哪些应用?
关键字: 传感器 压力传感器 鑫精诚 2025-04-03 -
立体库堆垛机是什么?有哪几种类型?
关键字: 堆垛机 立体仓库 2025-03-24 -
埋弧焊是什么焊接方法?有什么特点?
关键字: 弧焊 埋弧焊 2025-03-17
-
焊接机器人系统组成有哪些?
标签: 焊接机器人,机器人系统 提问:李子 2025-07-24 14:02:05 -
高精度压力传感器关键技术有哪些?
标签: 压力传感器,传感器,鑫精诚传感器 提问:小王 2025-07-03 17:01:05 -
智能焊接机器人的优势有哪些?
标签: 焊接机器人,工业机器人,配天机器人 提问:小王 2025-06-04 14:03:04 -
自动装卸货机器人的组成部分有哪些?
标签: 赛那德机器人,装卸货机器人,赛那德 提问:李子 2025-05-28 11:03:03 -
激光焊接机器人的特点有哪些?
标签: 激光焊接机器人,焊接机器人,工业机器人 提问:小T 2025-04-15 11:02:00

推荐

相关资讯
相关问答
- 2021-06-10 10:45:45
- 2021-06-11 13:34:28
- 2020-05-29 10:03:22
- 2019-09-24 11:19:01
- 2020-01-16 13:27:13
- 2019-03-22 15:42:15
- 2022-08-16 15:24:08
- 2022-09-04 12:21:15
- 2022-09-07 14:44:11
- 2022-09-12 21:10:37
- 2022-12-06 16:27:14
- 2022-08-03 10:20:40
栏目推荐
- 2025-06-25
- 2025-05-15
- 2025-04-03
- 2025-03-24
- 2025-03-17
- 2025-03-12
- 2025-03-05
- 2025-02-27
- 2025-02-19
- 2025-02-18









