





机器人焊接压力容器接曹技术介绍
时间:2017-10-31
阅读:15821

机器人焊接压力容器接曹技术介绍
我国从上世纪50年代开始研究自动化焊接设备,由于起步较晚技术不太成熟,而欧洲发达国家由于工业基础深厚,焊接机器人的发展较为先进,专用焊接自动化技术处于追赶欧美发国家、高速发展的阶段。
近半个世纪的发展,自动化焊接技术取得了一定的进展,但是距离欧美发达国家还是有很大的差距。首先,我国焊接生产多数采用半自动和人工焊接,且国产的自动化焊接设备的质量和种类往往不能很好的完成客户的需求,截止1995年,我国自主生产的自动和半自动焊接设备数量仅1.16万台,除此之外,这些焊接设备的使用性能多数在上世纪70年代的水平线上,高质量的自动或半自动焊接设备偏少;其次,专用焊接设备、焊接机器人、工作站的生产线的生产制造能力低,导致最终生产出来的焊接自动化设备的质量和性能较国外同类产品低;最后,从事焊接自动化设备的相关企业科研力量不足,缺乏既懂焊接又懂得计算机应用技术等的学科综合型人才。
随着国内外焊接技术的发展,当前压力容器的焊接技术也有了一定的进步,越来越多的针对不同焊缝位置的自动化焊接设备被研制出来,比较成熟的有针对封头与筒体形成的环形焊缝自动化焊接设备,也有一些针对复杂焊缝形式的自动化焊接设备研制出来。经过数十年的发展,压力容器接管焊接己经从单一的传统手工焊接技术向全自动自动化焊接发展,越来越多的新的焊接方法和技术应用到生产中,丰富了压力容器焊接方法。
下面对相关焊接方法进行介绍。
1.手工电弧焊(SMAW)
1888年俄罗斯人发明了SMAW,SMAW是利用人工操作焊条或焊丝进行焊接的电弧焊接方法。由于电弧熔化焊条和工件表面,在焊条和工件之间形成焊接熔池。此外,由于焊条上药皮熔化形成熔渣和气体,保护熔池不受周围空气影响的作用。手工电弧焊由于受焊条长度的影响,单根焊条只能完成较短长度焊缝的焊接,并且容器在工件上形成熔渣,花费较多时间清除熔渣。手工电弧焊操作简单方便,所需设备简单,能够焊接多种材料和全位置焊接,但其生产效率低、工作环境差、焊缝质量取决于焊工的技术水平,其应用在逐步减少。
2.埋弧焊(SAW )
SAW是一种电弧引起焊剂燃烧的焊接方法,如图1.4为其原理图,可以分为单级埋弧焊、多丝埋弧焊、单丝埋弧焊、热丝和冷丝埋弧焊、埋弧堆焊和添加合金粉末埋弧焊等。由于埋弧焊送丝、引燃电弧、焊接方向的控制等过程都可以由机械完成,这使得焊接过程自动化成为现实。埋弧自动焊具有很多优点,具体有电弧功率较大,焊丝熔化速度和熔深较大,具有较高的焊接效率,同时焊接条件好,焊缝的化学成分稳定,力学性能强,焊接质量高,其缺点为:焊接过程不太灵活,只适合水平位置或倾角不大位置的焊缝,由于采用焊剂对焊接装配面的清洁和装配等焊前准备要求较高,焊剂的存在使得焊接过程中看不到熔池和焊缝,故应严格控制焊接规程。

3.钨极气体保护焊(TIG )
TIG开始于1930年以后,主要用来焊接活泼金属的一种气体保护焊。如图1.5所示,钨极气体保护焊利用熔点高的纯钨(或钨的氧化物)电极和工件之间形成电弧使得金属熔化形成焊缝熔池。在焊接过程中钨极只起到电极的作用而不熔化,喷嘴送出惰性气体(氢气、氦气或氢气和氦气混合气体)隔绝空气来保护熔池、电弧和母材热影响区。TIG主要用在较高要求的力学性能和焊缝密封性能的压力容器的焊接。其优点是:比较容易调节热输入,焊接结束不需要清理焊渣,焊接过程比较稳定,较易容易实现全方位焊接和自动化焊接。缺点是:焊前处理比较麻烦,对接头表面氧化物和杂物清理要求较高:熔深较浅,熔敷速度较小,焊接效率较低;由于钨电极电流承载能力较差,电流过大易产生夹钨污染,较适合薄板的焊接:由于惰性气体价格较贵,成本较高。
4.熔化极气体保护焊(GMAW)
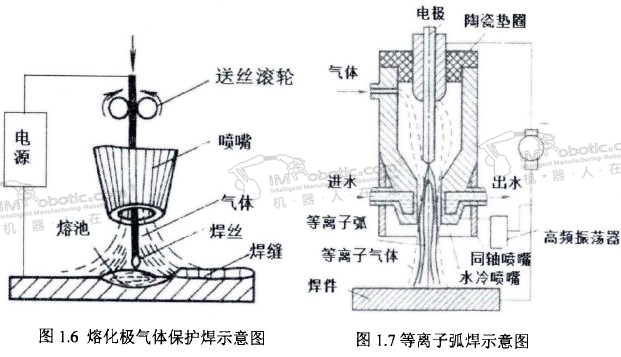
GMAW焊根据保护气体的种类可分为氢弧焊(MIG ),二氧化碳气体保护焊 (MAG)和药芯二氧化碳气体保护焊(FCAW)等。由于TIG焊不适应较厚板材的焊接,于是上世纪40年产生了GMAW。如图1.6所示,GMAW焊是利用焊丝和焊件作为两个不同电极之间形成电弧熔化,并在电极间高温电弧热和气体的保护下,形成熔池的焊接方法。优点是:用焊丝作为电极,便于控制焊接过程和焊接质量;焊接结束不用清理焊渣,生产效率较高;焊接熔深较大,熔敷速度较快,可以焊接较大厚度的板材,能够进行全位置焊接和实现自动化焊接。缺点为:焊接过程产生电弧,较大的电流密度,光辐射较强:设备要求比较高。
5.等离子弧焊(PAW)
PAW利用等离子弧作为热源,如图1.7所示,等离子弧是由于气体经过电弧加热离解后高速通过水冷喷嘴并压缩,增大能量密度和离解度产生。一般的,等离子弧焊可分为粉末等离子弧焊、小孔等离子弧焊、微束等离子弧焊,近年来,国外发展了一种反极性电极锁孔技术等离子弧焊(VIPPAW )。优点是:焊接弧柱温度高,能量密度大,穿透力强;厚度为10mm-12~的钢材无需开坡口,生产效率快,焊接速度快;热影响区窄,变形小。缺点是:其电源和电控设备比较复杂,耗费较大量的气体,投入成本高,喷嘴寿命较短,且只能在室内进行焊接。
6.电渣焊(ESW)
ESW的原理是将电流作用于熔渣产生的电阻热为热源,如图1.8所示,把木材和填充金属熔化,形成金属原子间固联的焊接技术。主要有板极电渣焊、丝级电渣焊、熔嘴电渣焊、非熔嘴电渣焊等。优点是:能够焊接厚板;焊缝成
形系数可调范围大:冷裂倾向小,加热均匀,有预热作用,冷却速度慢,不容易造成夹渣、气孔、裂纹等缺陷,缺点是:在高温区和热影响区停留时间长,过热现象较严重,会出现粗大的焊接金属颗粒;焊接完成需要热处理,焊接过程常需要添加指定的金属元素才能改善和细化晶粒。
7.激光焊(LAB)
LAB焊接是热源经过聚焦后的高功率的激光束的焊接方法,如图1.9所示,激光焊接法主要应用于精密仪器、汽车电子、航空航天等高科技领域。优点为:能量密度高,由于热影响区金相变化范围小,导致其变形较小;可焊接材质种类多;能够进行高速自动化焊接;由于不受磁场的影响,焊接位置精准。缺点为:设备复杂,成本高;能量转换效率低:焊接过程受激光功率的限制,在厚壁焊接方面应用受限。
8.压力容器焊接新技术
近年来,随着压力容器在各个领域的应用越来越广泛,催生了一些新的焊接技术。其中双TIG焊、双脉冲MIG焊就是在传统焊接技术的创新改进。双TIG的工作原理是利用电流在一把TIG焊枪、工件和另一把TIG焊枪之间传导,并在其中建立电弧进行焊接的方法。相比传统的TIG焊,双TIG焊电弧更加集中,熔深更大,需要焊接的层数更少,不容易产生裂纹,降低了成本,提高了生产效率。双脉冲MIG焊,采用0.5-50Hz频率的脉冲对单位脉冲的峰值与时间进行调制,使得单位脉冲的强度以较小的频率在强与弱之间进行切换,最终得到周期变化的强弱脉冲群。双脉冲MIG焊具有细化焊缝晶粒,降低气孔发几率,焊缝表面美观,降低裂纹敏感性等优点。


机器人
焊接机器人
技术干货

好的文章,需要您的鼓励
12

- 最新资讯
- 最新问答
-
智能仓储系统的构成包括什么?有哪些特点?
关键字: 智能仓储 智慧物流 2025-05-15 -
微型压力传感器的原理是什么?有哪些应用?
关键字: 传感器 压力传感器 鑫精诚 2025-04-03 -
立体库堆垛机是什么?有哪几种类型?
关键字: 堆垛机 立体仓库 2025-03-24 -
埋弧焊是什么焊接方法?有什么特点?
关键字: 弧焊 埋弧焊 2025-03-17 -
AGV小车是什么?有哪些分类及特点?
关键字: agv小车 2025-03-12
-
智能焊接机器人的优势有哪些?
标签: 焊接机器人,工业机器人,配天机器人 提问:小王 2025-06-04 14:03:04 -
自动装卸货机器人的组成部分有哪些?
标签: 赛那德机器人,装卸货机器人,赛那德 提问:李子 2025-05-28 11:03:03 -
激光焊接机器人的特点有哪些?
标签: 激光焊接机器人,焊接机器人,工业机器人 提问:小T 2025-04-15 11:02:00 -
工业机器人码垛原理是什么?
标签: 码垛机器人,工业机器人 提问:晓明 2025-03-24 12:00:00 -
什么是自动焊接和半自动焊接?
标签: 焊接,焊接机器人 提问:小君 2025-03-18 09:00:00
推荐

相关资讯
相关问答
- 2021-06-10 10:45:45
- 2021-06-11 13:34:28
- 2020-05-29 10:03:22
- 2019-09-24 11:19:01
- 2020-01-16 13:27:13
- 2019-03-22 15:42:15
- 2022-08-16 15:24:08
- 2022-09-04 12:21:15
- 2022-09-07 14:44:11
- 2022-09-12 21:10:37
- 2022-12-06 16:27:14
- 2022-08-03 10:20:40
栏目推荐
- 2025-05-15
- 2025-04-03
- 2025-03-24
- 2025-03-17
- 2025-03-12
- 2025-03-05
- 2025-02-27
- 2025-02-19
- 2025-02-18
- 2025-02-10









