





相贯线机器人焊接顺序规划
时间:2017-11-22
阅读:9084

3焊接机器人焊接顺序规划
多层多道焊的焊接顺序一般可以分为两种,一种为单方向顺次焊接,即相邻层间焊接方向相同,均为从左向右或从右向左焊;另一种为层间反向焊接,即相邻焊接层之间的焊接方向相反。两种焊接顺序在相贯线焊缝多层多道焊中的体现如图4-10所示。
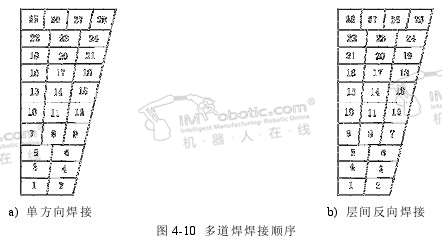
采用层间反向焊接的好处是在焊道切换的过程中焊枪需要移动的距离小,易于控制。但是在层间切换的过程中会出现上一层的最后一道焊缝尚未充分冷却便在其上焊接下一道焊缝的情况,这回导致焊缝的层间温度较高,无法保证焊接质量。采用单方向焊接的方法每一层的第一道焊缝均与支管接触,这样在层间切换的过程中就能有效地避免层间方向焊接顺序的缺陷。所以本文采用单方向的焊接顺序来完成多层多道焊的焊接过程。
4多层多道焊道轨迹规划
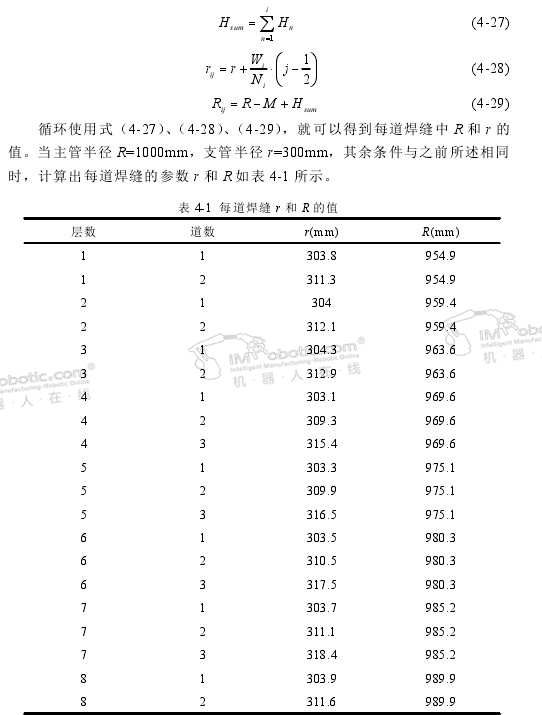
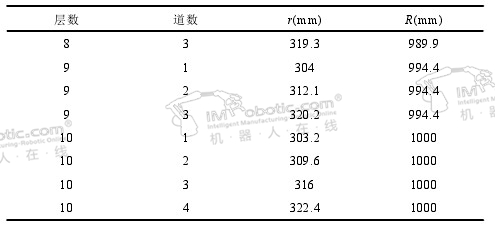
由于工件的坡口角度不变,所以垂直焊道的坡口截面形状相同,整条多层多道焊的焊接轨迹在坡口截面中的排布也是一致的。对于相贯线多层多道焊而言,每一道焊缝轨迹都是一条标准的相贯线,只是不同的焊道轨迹对应的半径R与r不同。所以在焊道切换的过程中,只需改变相贯线插补算法中系数R和r的值,就可以得到新焊道轨迹的插补点坐标。下面介绍每道焊缝对应参数R和r的计算方法。
上面两个小节己经得到坡口截面的焊道排布规律以及焊接顺序,将计算结果中每道焊缝的中点作为焊接起点,设主管半径为R,支管半径为r,主管壁厚为M,第i层焊缝高度为Hi,焊缝顶部宽度为Wi,该层有N;道焊缝,从第一层到第i层焊缝的总高度为Hsum,对第i层,第j道焊缝而言
将计算所得结果应用到相贯线插补算法中,就可以得到每道焊缝的相贯线点坐标。
相贯线多层多道焊轨迹规划MATLAB仿真结果如图4-11所示。
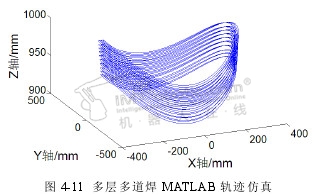
从图中可以看出每道焊缝的规划清晰,没有出现焊道交叉的现象。证明了该规划方法的合理性。
(1)对相贯线轨迹插补算法进行研究,分别推导出等角度插补和变角度插补的插补算法,比较了两种插补算法的优劣,最终选择变角度插补作为本文的相贯线计算方法。
(2)对相贯线轨迹多层多道焊焊道排布及轨迹规划进行研究,给出了一种焊道排布方案,确定了多层多道焊的焊接顺序,对多层多道焊的焊接轨迹进行了计算。
(3)利用MATLAB软件分别对相贯线插补算法和多层多道焊焊道轨迹规划进行模拟,证明了算法的合理性和可行性。

机器人
焊接机器人
技术干货

好的文章,需要您的鼓励
0

- 最新资讯
- 最新问答
-
单轴机器人工作原理及结构
关键字: 单轴机器人 工作原理 结构 2024-09-27 -
发那科机器人多少钱一台?有什么优势?
关键字: 发那科机器人 多少钱 2024-09-26 -
发那科搬运机器人多少钱?有什么优势?
关键字: 发那科 机器人 多少钱 2024-09-23 -
复合机器人品牌有哪些?产品及特点
关键字: 复合机器人 产品特点 2024-09-20 -
机器人结构组成及功能
关键字: 机器人结构 组成 2024-09-18
-
amr机器人是什么意思
标签: amr机器人,什么意思 提问:HYN 2024-09-18 11:16:05 -
上海视觉设备厂家有哪些?
标签: 视觉设备,视觉设备厂家 提问:GIGI 2024-09-13 10:16:02 -
搬运机器人多少钱一台?
标签: 搬运机器人,多少钱 提问:小仙 2024-09-10 11:28:02 -
配天机器人价格怎么样?
标签: 配天,机器人,价格 提问:SOSO 2024-09-09 10:48:02 -
场景感知技术包括哪些
标签: 场景感知,技术 提问:YUMI 2024-09-03 10:30:05

推荐

相关资讯
相关问答
- 2021-06-10 10:45:45
- 2021-06-11 13:34:28
- 2020-05-29 10:03:22
- 2019-09-24 11:19:01
- 2020-01-16 13:27:13
- 2019-10-08 09:43:45
- 2022-08-16 15:24:08
- 2022-09-04 12:21:15
- 2022-09-07 14:44:11
- 2022-09-12 21:10:37
- 2022-12-06 16:27:14
- 2022-08-03 10:20:40
栏目推荐
- 2024-09-27
- 2024-09-26
- 2024-09-23
- 2024-09-20
- 2024-09-18
- 2024-09-14
- 2024-09-14
- 2024-09-14
- 2024-09-12
- 2024-09-11









