





焊接机器人焊缝特征提取和模式识别 中
时间:2017-06-20
阅读:7954
原创

如下图4-6所示,分别是对4-5中的对接焊缝灰度图进行高斯滤波和中值滤波,其中高斯滤波的模板为3x3大小![]() 为1.5,中值滤波模板大小为5x5。
为1.5,中值滤波模板大小为5x5。
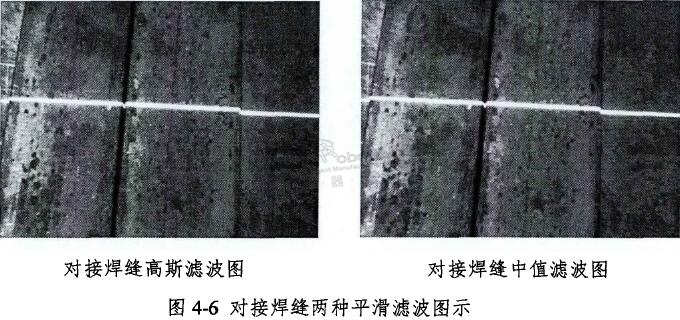
如上图所示,在采用中值滤波后,相较于高斯滤波,整体图像亮度变大,非激光线条处明暗对比减小,所以在后续进行图像二值化和激光线条提取会稍有精度上的提升。之后用如上所示的中值滤波模板对T形角接焊缝以及搭接焊缝做通用的滤波处理。
焊接机器人激光线条获取
当获取了经过中值滤波去噪后的焊缝图像后,下面是提取图像中的激光线条,因为可以通过激光线条的区别来判断该焊缝是属于何种焊缝,同样也可以通过激光线条来进行焊接点的坐标提取。在提取激光线条图像之间,首先为了减少背景因素干扰,可以先对图像进行二值化。
一副数字图像,可以分为以下四种类型:灰度图像、索引图像、RGB图像和二值图像。灰度图像则为上图中4-6 , 4-7中的图像,是一个二维的数据矩阵,每个矩阵的元素位置对应一个像素点,矩阵上元素的值则为像素的灰度,像素灰度的取值范围为[0,255] ,0为纯黑色,255为纯白色,其中间值为黑色和白色之间的颜色,且中间值为整数。而二值图像可根据下列公式(4.1)进行转换:
.jpg)
其中g(x,y)为像素点(x,y)上的灰度值,T为灰度闲值,因此根据公式(4.1),一副灰度图片可以根据其各个像素上的灰度值与T的关系,来转换成只有黑和白的二值图片。所以本项目中,如果可以将焊缝的灰度图转换成二值图片,且白色为激光线条,黑色为背景,这样再进行后续的处理会简便很多,而二值图像的质量取决于阂值T。
为了获取效果好的闲值T,首先先读取对接、T形角接、搭接焊缝滤波后的灰度图,之后获取他们的灰度直方图。如图4-7所示:
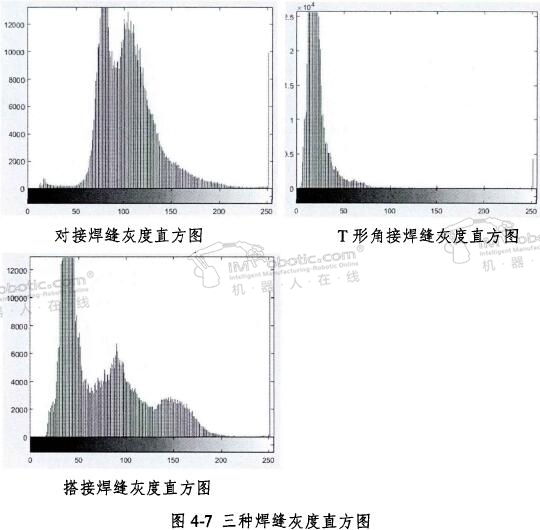
灰度直方图,横轴为像素的灰度值,纵轴为该灰度值的像素个数。从灰度直方图中,我们可以看出图像整体亮度和对比度等信息。但是此项目中,通过上图的灰度直方图,我们可以看出,它们在灰度为250以后,都多了一条竖线,和源图相互对比,我们可以得出结论,该线条对应着图中亮度最高的像素群,即为激光线条以及灰度同样接近255的图中其他一些散落的高亮度区域。所以通过灰度直方图,本项目中三者的灰度闲值T皆可以选择250这个数值,因此按照该阂值,可以得到以下三幅二值图像4-8。
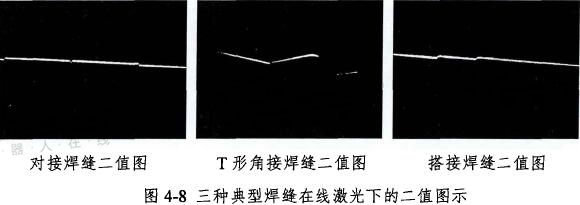
通过图4-8的图像二值化,我们可以将激光条纹有效的提取出来。但是如图所示,出现了两个问题,首先条纹过长,其中有些条纹是对我们进行模式分类和焊缝特征点没有帮助的甚至会干扰我们的图像处理,如搭接焊缝二值图中的第一个转折点,若没有加以处理则和第二个转折点会造成一定的混淆,同时图像中还存在一些其它非激光条纹处的图像特征。所以在进行图像模式识别和特征点的选取的时候,需要处理这两个问题。
焊接机器人图像ROI区域选择
通过章节4.1.2的分析,本项目的实现需要解决上章节提出的两个问题。第一种方案是将干扰部分予以去除,而第二种是从二值图像中提取我们所想要的部分。通过对采集到的图像和焊接图像的采集机制进行分析,在焊接过程中的图像采集,激光线条纹下的焊缝特征点随着焊炬的运动而发生变化,但是激光线条纹由于激光发生器和双目相机的位置时不变的,所以激光线条纹总是位于图像上固定的位置。如果是沿着直线焊接,焊炬仅发生平动,那么激光条纹线下的焊缝特征点应该处于图片中相对来说比较固定的位置,当沿着曲线焊接时,焊炬不仅发生平动也发生转动。本项目中,由于是实验模拟,为了体现焊接过程中由于装配和生产误差导致待焊点与示教点不一致,所以采用双目视觉系统在随着焊炬前后移动和焊炬稍稍发生偏离待焊点来进行图像的采集。其中每种焊缝根据焊缝特征点的位置不同和焊炬的姿态不同采集20张图片,又由于是双目,则总共会产生120张源图像。
焊接机器人
基于双目视觉的机器人焊缝轨迹检测的研究
技术干货

好的文章,需要您的鼓励
10

- 最新资讯
- 最新问答
-
智能仓储系统的构成包括什么?有哪些特点?
关键字: 智能仓储 智慧物流 2025-05-15 -
微型压力传感器的原理是什么?有哪些应用?
关键字: 传感器 压力传感器 鑫精诚 2025-04-03 -
立体库堆垛机是什么?有哪几种类型?
关键字: 堆垛机 立体仓库 2025-03-24 -
埋弧焊是什么焊接方法?有什么特点?
关键字: 弧焊 埋弧焊 2025-03-17 -
AGV小车是什么?有哪些分类及特点?
关键字: agv小车 2025-03-12
-
激光焊接机器人的特点有哪些?
标签: 激光焊接机器人,焊接机器人,工业机器人 提问:小T 2025-04-15 11:02:00 -
工业机器人码垛原理是什么?
标签: 码垛机器人,工业机器人 提问:晓明 2025-03-24 12:00:00 -
什么是自动焊接和半自动焊接?
标签: 焊接,焊接机器人 提问:小君 2025-03-18 09:00:00 -
发那科机器人的信号种类?
标签: 发那科机器人,IO信号 提问:小马 2025-03-10 15:00:00 -
弧焊机器人有什么性能标准和要求?
标签: 弧焊机器人 提问:小常 2025-03-05 15:00:00
推荐

相关资讯
相关问答
- 2021-06-10 10:45:45
- 2021-06-11 13:34:28
- 2020-05-29 10:03:22
- 2019-09-24 11:19:01
- 2020-01-16 13:27:13
- 2019-10-08 09:43:45
- 2022-08-16 15:24:08
- 2022-09-04 12:21:15
- 2022-09-07 14:44:11
- 2022-09-12 21:10:37
- 2022-12-06 16:27:14
- 2022-08-03 10:20:40
栏目推荐
- 2025-05-15
- 2025-04-03
- 2025-03-24
- 2025-03-17
- 2025-03-12
- 2025-03-05
- 2025-02-27
- 2025-02-19
- 2025-02-18
- 2025-02-10









