





薄壁筒焊接机器人夹具设计注意事项
时间:2017-10-26
阅读:7882

薄壁筒焊接机器人夹具设计注意事项
工件定位
在进行焊接操作之前首先要做的工作就是要将工件的位置确定下来,尤其是采用焊接机器人焊接的过程中对于位置的精度要求是很高的。如果在焊接的过程中受到外力的作用使工件的位置发生偏移,会使焊缝的位置随之发生改变,对焊接质量的影响是很大的。
要想确定一个物体在空间中的位置,首先要研究影响物体空间位置的因素。在空间中如果未对物体进行定位那么物体在空间中的位置是无法确定的。在空间中建立三维直角坐标系,将物体置于该坐标系中,可以看出不加任何约束的物体
可以沿三个坐标系做平移与旋转的运动共计六种运动的可能性,要使其定位那就必须消除掉这六种运动的可能性四。
薄壁筒在空间内具有六个自由度,消除这些自由度在空间内要分别进行约束从而实现定位。在xOy平面内布置三个定位点使薄壁筒不能绕OX轴、Oy轴转动并且阻止了沿Oz轴的移动,限制了薄壁筒三个自由度;在yOz平面上可能沿OX轴移动以及绕Oz轴转动这两种运动的可能性,在相应的位置布置定位点限制其自由度;在XOZ平面上仅有一种运动的可能性了,那就是沿Oy方向的移动,在相应的位置布置一个定位点用以
限制其自由度。以上就可以将物体在空间中的六个自由度都加以限制从而薄壁筒在空间内的位置也就得以确定了。
当然上述定位点的分布只是基于规则形状的物体定位而言的,结合实际情况考虑到实际工件的形状多种多样,需要结合实际形状重新布置定位点的位置,在焊接开始前需要将工件在焊接夹具中的位置确定下来,在整个焊接的过程中都不
许发生位移,必须始终保持在初始的位置上,借助于焊接夹具可靠的定位以及夹紧功能,保证产品的焊接质量。
夹具自锁
本焊接夹具采用的是曲线偏心的方式,即阿基米德螺线路径轨迹来间接夹紧工件。该种方式的好处在于阿基米德螺线的升角是固定不变的,若采用圆偏心的方式其升角是在不断发生变化的,升高角的改变也带动着夹紧力的改变,若夹紧
力时刻都在改变会对工件的夹紧性能造成影响。因此阿基米德螺线的升角是固定不变的会对整个的夹紧质量有了一个可靠的保证。考虑到曲线偏心结构的制造难度较大并且结合实际焊接工件的形状,因此只将阿基米德螺线轨迹应用到夹具
夹板的运行轨迹当中,既降低了加工制造的难度又将曲线偏心原理应用到夹具的设计当中对夹紧质量的提升有很大的促进作用。

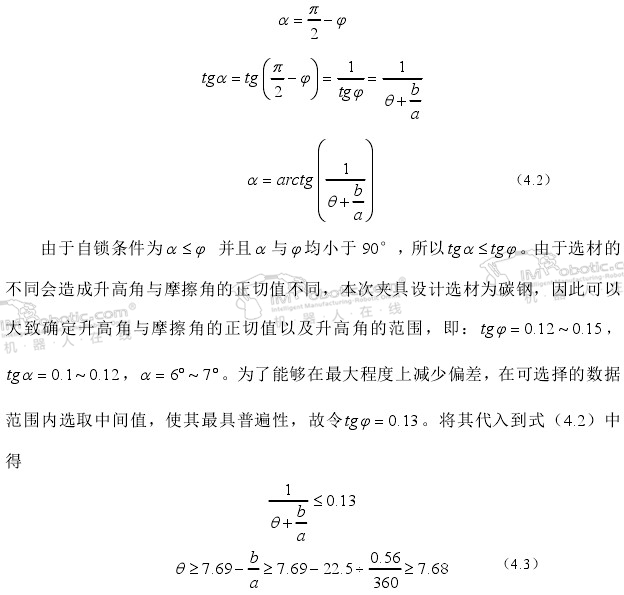

手动转动手柄使夹板与所焊工件接触后,曲线偏心机构可以依靠其自身性能实现对工件的夹紧,但为了避免在焊接过程中夹紧力降低发生松动就要应用到曲线偏心机构的自锁性能网,保证作用于其上的摩擦力能够充当夹紧力的作用,见图4.1。曲线偏心机构实现自锁条件是升高角小于摩擦角,只要达到这一条件,就可以实现自锁功能。
阿基米德螺线的极坐标方程为:
由于两角互余,所以
因此极角在上式范围内就可以实现自锁功能。
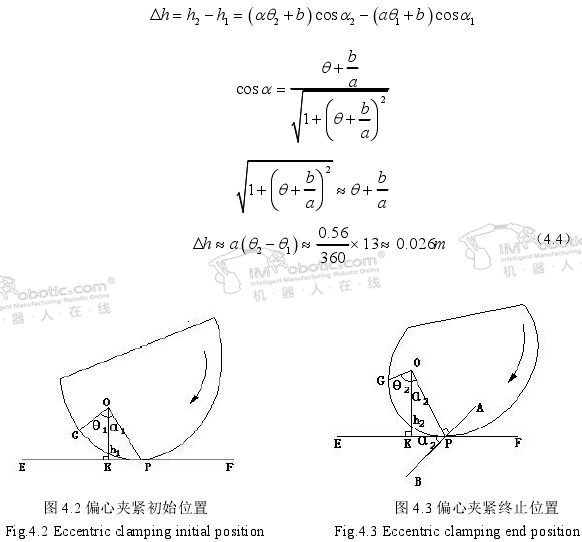
夹具夹紧行程
夹具对工件的夹紧是由夹紧行程来实现的,夹紧行程是指夹板刚刚接触到焊接工件(见图4.2 )到夹紧工件(见图4.3 )的过程中回转中心到被夹所焊工件表面距离的变化也就是图中h1与h2的差值。
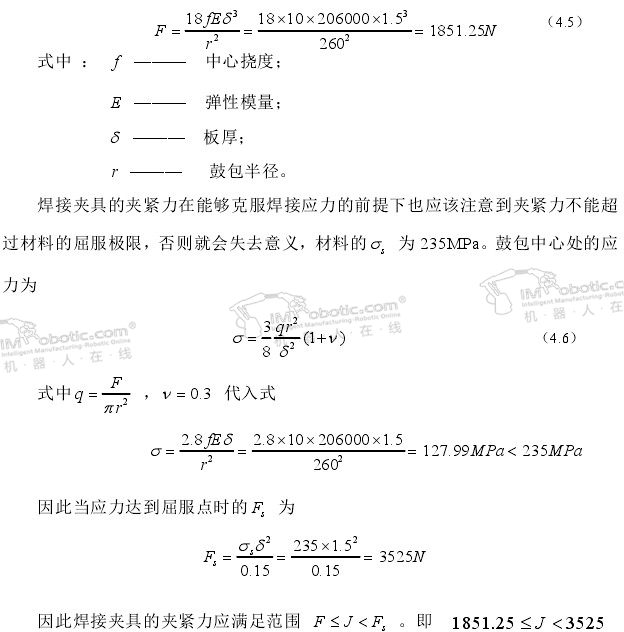
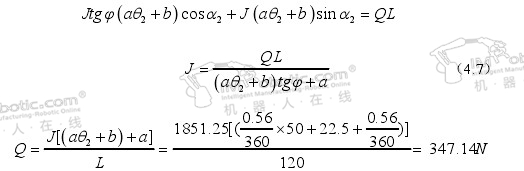
夹具夹紧力
本次设计的专用焊接夹具采用刚性固定的方式来防止薄板焊接变形的产生,采用外加的夹紧力来抵抗焊接应力起到防止焊接变形的目的。首先要确定薄板在自然状态下焊接过程中产生的焊接应力的大小,薄板焊接主要容易产生波浪变形以及局部的鼓包变形等。选取一处产生鼓包变形最明显、最严重的位置为代表,对受力进行分析,视为薄板焊接产生的焊接应力。由于受力是不均匀的因此会对受力分析产生很大的困扰,近似地将鼓包处看成是在一个均布载荷作用下形成的弯曲变形来分析受力。
鼓包中心处的受力F为
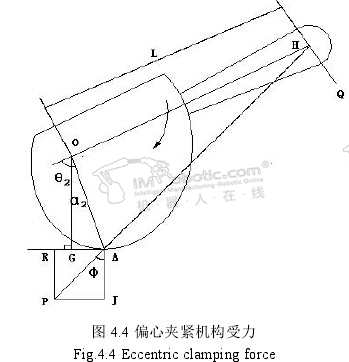
在得出夹具夹紧力的大小之前需要对整个机构进行受力分析,受力图见图4.4。受力包括施加到手柄上的作用力Q、工件反力P。其中工件反力P正交分解为摩擦力R与夹紧力J。对回转中心O点取力矩得
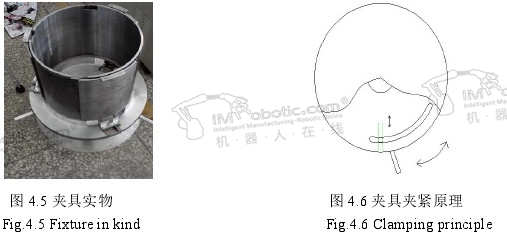
夹具采用手动驱动方式手动操纵手柄旋转,控制着夹具的松开与夹紧。考虑到实际工件的形状同时满足夹紧的可靠性,在设计的过程中将二者形状保持一致,在圆周内均匀布置三块胎板起到焊接过程中的夹紧以及对工件的刚性固定作用,
夹具的实物图见图4.5。为了使夹具胎板能够实现对工件的松开与夹紧作用,因此设计了一段阿基米德螺线轨迹,所谓阿基米德螺线是指在空间中的任意一点,绕着某一中心点做角速度恒定的圆周运动并且也以一个相同的速度做远离该中心点
的运动,也就是依靠阿基米德螺线的离心作用来达到夹具的松开与夹紧作用的,夹具夹紧原理图见图4.60
如图4.5所示,焊接夹具采用圆形底座能够增加夹具的稳定性,避免在焊接过程中产生的震动、摇晃等外界不利因素对焊接质量造成的不利影响。焊接夹具胎板的运动是由上下两部分路径合成的,下部分路径为一段阿基米德螺线轨迹,
手动操纵手柄进行圆周运动,依靠阿基米德螺线的离心作用来实现对工件的松开与夹紧作用。上部分路径为一段直线轨迹,上部分与夹具体始终保持相对静止,其作用为保持夹板的相对位置是固定的。
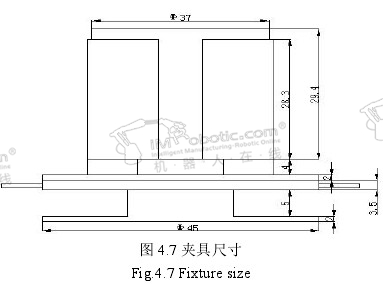
除此之外夹具体整体均为金属结构,一方面可以增加夹具的刚度另一方面可以起到很好的散热作用。增加了对工件的散热作用,在一定程度上也可以减少受热不均匀的程度,减少焊接变形。夹具的尺寸设计充分考虑工件的实际尺寸保证
夹紧的可靠性,具体尺寸见图4.7。
在焊接机器人焊接薄壁筒纵焊缝时可以将薄壁筒直接放置在焊接夹具当中,焊缝位置置于夹板之间的空隙处,焊枪由下至上立焊完成薄壁筒纵缝焊接。在焊接薄壁筒环焊缝时结合焊接夹具的经济性原则采用两个相同的焊接夹具水平放置组对成环焊
缝,焊接夹具依靠固定在工作台上的间断型V形块对整体进行定位限制其自由度完成环缝的焊接。通过焊接工艺试验完成对薄壁筒环焊缝的焊接之后对其变形量进行测量,测得薄壁筒在夹紧状态下的变形量在 0.1-0.2mm范围内,实验证明该变形量是可以保证焊接过程的顺利进行。

机器人
焊接机器人
技术干货

好的文章,需要您的鼓励
6

- 最新资讯
- 最新问答
-
埃斯顿机器人系列有哪些?怎么样?
关键字: 埃斯顿 埃斯顿机器人 系列 2024-07-05 -
轮式机器人的发展及其趋势
关键字: 轮式机器人 发展 趋势 2024-07-03 -
具身智能的定义和作用
关键字: 具身智能 2024-06-28 -
什么是agv小车?特点有哪些?
关键字: agv小车 特点 2024-06-27 -
机器视觉应用的分类?范围有哪些?
关键字: 机器视觉 应用分类 范围 2024-06-25
-
工业机器人技术是干什么的?
标签: 工业机器人,技术 提问:小杰 2024-07-03 13:03:15 -
机器人焊接焊机报TC异常怎么解决
标签: 焊接机器人,焊机,TC异常 提问:TC 2024-06-28 16:05:01 -
机器人运动轨迹的控制方式有哪两种
标签: 机器人,运动轨迹,控制方式 提问:张默 2024-06-25 10:10:02 -
具身智能什么意思
标签: 具身智能,什么意思 提问:MESSE 2024-06-19 10:37:04 -
3D视觉无序抓取系统配置要点?
标签: 3D视觉,无序抓取,系统配置 提问:QUTE 2024-06-17 13:17:05

推荐

相关资讯
相关问答
- 2021-06-10 10:45:45
- 2021-06-11 13:34:28
- 2020-05-29 10:03:22
- 2019-09-24 11:19:01
- 2020-01-16 13:27:13
- 2019-03-22 15:42:15
- 2022-08-16 15:24:08
- 2022-09-04 12:21:15
- 2022-09-07 14:44:11
- 2022-09-12 21:10:37
- 2022-12-06 16:27:14
- 2022-08-03 10:20:40
栏目推荐
- 2024-07-05
- 2024-07-03
- 2024-06-28
- 2024-06-27
- 2024-06-25
- 2024-06-20
- 2024-06-19
- 2024-06-17
- 2024-06-13
- 2024-06-11









