





相贯线焊接机器人控制系统综合调试
时间:2017-11-23
阅读:9514

4相贯线焊接机器人控制系统综合调试
在完成系统软件的设计编写和硬件的搭建后,需要对整套焊接机器人系统进行综合调试,以验证系统的合理性和可靠性。
1调试过程
调试过程可以分为焊前操作和焊接实验两个部分。首先进行焊前操作,通过对焊接机器人进行复位、标定、试运行等一系列操作验证轨迹规划和轨迹调整算法的正确性。然后通过焊接实验来验证整套系统的可行性及可靠性。
2理想轨迹与调整轨迹的对比
通过焊前的相关操作,可以得到结合实际工况的经过调整的相贯线轨迹。表5-2所示为实际轨迹调整过程中调整点的位置以及调整量。
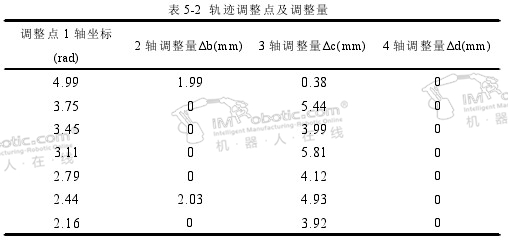
图5-13所示为第一道焊缝通过上述几个调整点调整后的轨迹与理想轨迹之间的对比。
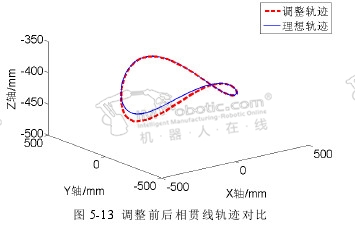
从图中可以看出,调整后的轨迹与理想轨迹相近,并且在调整处轨迹平滑,证实了轨迹调整算法的合理性和可行性。
3焊接实验
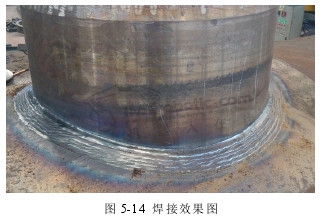
利用相贯线焊接机器人控制系统进行焊接实验,来验证整套系统的可靠性并对相贯线多层多道焊的焊接效果进行评估。图5-14为利用该系统进行的焊接实验效果图,从图中可以看出多道焊焊缝排布比较均匀,焊道间也没有交叉的现象,证实了本套系统能够完成相贯线多层多道焊的焊接过程。
(1)设计标定流程对整套系统进行标定,通过最小二乘法等方法对标定的结果进行拟合,计算出了工件的真实尺寸参数以及机器人坐标系和工件坐标系之间的关系。
(2) 通过坐标变换将相贯线轨迹上的点从工件坐标系变换到机器人关节坐标系,生成便于机器人运动控制的关节坐标点。
(3)通过对轨迹调整方法的研究,提出一种相贯线轨迹调整的算法,即单轴线性增量插补的方法对相贯线理想轨迹进行调整,并通过分析插补点个数不同对调整轨迹的影响,选取了最佳的插补点数。
(4)进行整套相贯线焊接机器人控制系统进行综合调试,对理想轨迹和实际调整轨迹进行比较,验证了轨迹调整算法的可行性,通过焊接实验对多层多道焊焊接效果进行观察,焊接得到的焊缝排布均匀,证明该套系统能够较好地完成相贯线多层多道焊的焊接任务。

机器人
焊接机器人
技术干货

好的文章,需要您的鼓励
8

- 最新资讯
- 最新问答
-
智能仓储系统的构成包括什么?有哪些特点?
关键字: 智能仓储 智慧物流 2025-05-15 -
微型压力传感器的原理是什么?有哪些应用?
关键字: 传感器 压力传感器 鑫精诚 2025-04-03 -
立体库堆垛机是什么?有哪几种类型?
关键字: 堆垛机 立体仓库 2025-03-24 -
埋弧焊是什么焊接方法?有什么特点?
关键字: 弧焊 埋弧焊 2025-03-17 -
AGV小车是什么?有哪些分类及特点?
关键字: agv小车 2025-03-12
-
智能焊接机器人的优势有哪些?
标签: 焊接机器人,工业机器人,配天机器人 提问:小王 2025-06-04 14:03:04 -
自动装卸货机器人的组成部分有哪些?
标签: 赛那德机器人,装卸货机器人,赛那德 提问:李子 2025-05-28 11:03:03 -
激光焊接机器人的特点有哪些?
标签: 激光焊接机器人,焊接机器人,工业机器人 提问:小T 2025-04-15 11:02:00 -
工业机器人码垛原理是什么?
标签: 码垛机器人,工业机器人 提问:晓明 2025-03-24 12:00:00 -
什么是自动焊接和半自动焊接?
标签: 焊接,焊接机器人 提问:小君 2025-03-18 09:00:00
推荐

相关资讯
相关问答
- 2021-06-10 10:45:45
- 2021-06-11 13:34:28
- 2020-05-29 10:03:22
- 2019-09-24 11:19:01
- 2020-01-16 13:27:13
- 2019-10-08 09:43:45
- 2022-08-16 15:24:08
- 2022-09-04 12:21:15
- 2022-09-07 14:44:11
- 2022-09-12 21:10:37
- 2022-12-06 16:27:14
- 2022-08-03 10:20:40
栏目推荐
- 2025-05-15
- 2025-04-03
- 2025-03-24
- 2025-03-17
- 2025-03-12
- 2025-03-05
- 2025-02-27
- 2025-02-19
- 2025-02-18
- 2025-02-10









