





焊接机器人相贯线轨迹调整
时间:2017-11-23
阅读:10034

3相贯线轨迹调整
通过标定计算出主管和支管的具体尺寸以及工件坐标系和关节坐标系之间的关系,就可以得到理想的相贯线轨迹。但是实际的工况条件下,理想轨迹很难满足加工需求,这就需要通过一定的算法来对理想轨迹进行调整,使其满足实际需求。
1轨迹调整流程
在轨迹调整过程中,焊接机器人会先执行第一道焊缝相贯线理想轨迹的运动,然后通过工作人员干预,根据实际工况对部分轨迹点进行调整。其余焊缝会根据第一道焊缝的调整量自动进行调整,这样只需调整第一道焊缝的轨迹,就能对整个多层多道焊的焊接进行调整。具体调整过程如下:
(1)自动将机器人移动到调整起点,即相贯线最高点位置;
(2)按下“试运行”按钮,机器人会自动沿理想轨迹运动;
(3)当有需要调整的轨迹点时,按下“暂停”按钮,设备会停止运动,此时工作人员可以通过调整2轴、3轴、4轴的位置使焊枪末端到达合理的位置;
(4)按下“继续”按钮,控制系统软件会根据一定的插补算法对调整点
前后各一段距离进行平滑处理,然后根据调整后的新轨迹,继续运动;
(5)如果遇到下一个需要调整的轨迹点,则重复步骤(3 ), (4),直到整条轨迹调整完成。
与传统的示教过程相比,由于在轨迹调整之前己经得到基于工件真实尺寸的理想轨迹,其与真实轨迹相差不多。所以调整点与传统示教点相比要少很多,一般只需5~10个调整点便可,而传统的示教过程示教点的个数与工件尺寸和精度要求有关,但大多都需要几十个示教点才能保证轨迹的精度。所以该套系统所采用的调整方法可以大大缩短示教的时间,提高工作效率。
2轨迹调整插值算法的研究
文献中根据相贯线焊接机器人的工作原理,提出了四维B样条曲线插值的算法对相贯线空间轨迹进行插值计算。该算法能够通过示教过程完成整条相贯线的拟合,但是该算法较为繁琐,不易于编程的实现。并且在插值点相隔较近并且两点偏差较大时,B样条曲线插值不容易得到比较平滑的曲线,这没有达到本文中轨迹调整的目的。所以四维B样条曲线插值的算法不适合本文轨迹调整的过程。
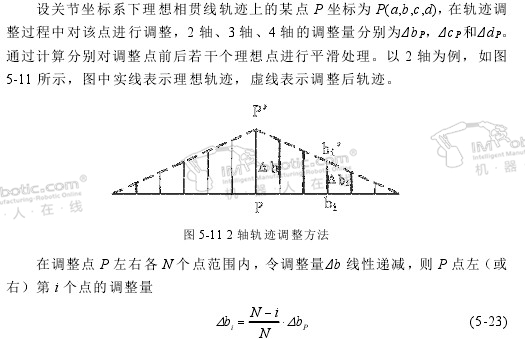
结合本文轨迹调整过程的特点,提出了一种单轴线性增量插补的算法对调整点进行平滑处理。具体计算方法如下:
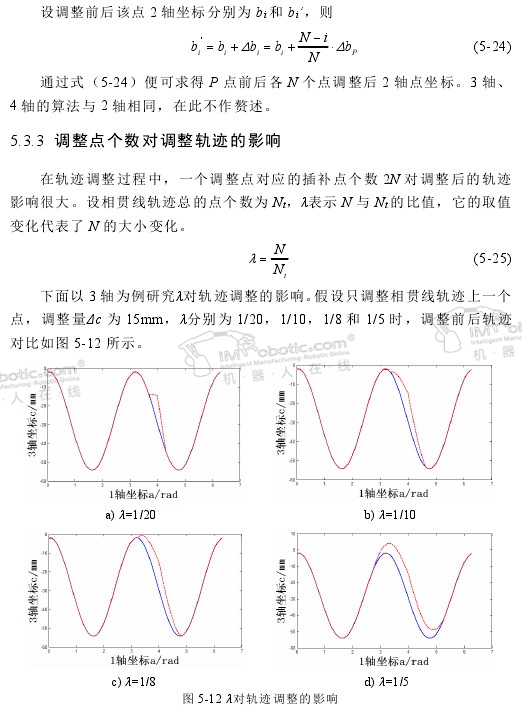
图中实线代表理想轨迹中3轴的坐标,虚线代表调整后轨迹中3轴的坐标。从图中可以看出,当入取值较小时,轨迹过渡不平滑,工作人员需要多次调整才能保证调整曲线的平滑性;当入取值较大时,虽然能得到一条平滑的调整曲线,但是调整后轨迹与理想轨迹相差过大,也可能导致需要频繁调整,并且入取值过大会增加计算机的计算强度,对实时性造成一定的影响。综合考虑轨迹调整曲线的精度和计算效率等因素,将入取值为1/8是比较合理的。

机器人
焊接机器人
技术干货

好的文章,需要您的鼓励
11

- 最新资讯
- 最新问答
-
智能仓储系统的构成包括什么?有哪些特点?
关键字: 智能仓储 智慧物流 2025-05-15 -
微型压力传感器的原理是什么?有哪些应用?
关键字: 传感器 压力传感器 鑫精诚 2025-04-03 -
立体库堆垛机是什么?有哪几种类型?
关键字: 堆垛机 立体仓库 2025-03-24 -
埋弧焊是什么焊接方法?有什么特点?
关键字: 弧焊 埋弧焊 2025-03-17 -
AGV小车是什么?有哪些分类及特点?
关键字: agv小车 2025-03-12
-
智能焊接机器人的优势有哪些?
标签: 焊接机器人,工业机器人,配天机器人 提问:小王 2025-06-04 14:03:04 -
自动装卸货机器人的组成部分有哪些?
标签: 赛那德机器人,装卸货机器人,赛那德 提问:李子 2025-05-28 11:03:03 -
激光焊接机器人的特点有哪些?
标签: 激光焊接机器人,焊接机器人,工业机器人 提问:小T 2025-04-15 11:02:00 -
工业机器人码垛原理是什么?
标签: 码垛机器人,工业机器人 提问:晓明 2025-03-24 12:00:00 -
什么是自动焊接和半自动焊接?
标签: 焊接,焊接机器人 提问:小君 2025-03-18 09:00:00
推荐

相关资讯
相关问答
- 2021-06-10 10:45:45
- 2021-06-11 13:34:28
- 2020-05-29 10:03:22
- 2019-09-24 11:19:01
- 2020-01-16 13:27:13
- 2019-10-08 09:43:45
- 2022-08-16 15:24:08
- 2022-09-04 12:21:15
- 2022-09-07 14:44:11
- 2022-09-12 21:10:37
- 2022-12-06 16:27:14
- 2022-08-03 10:20:40
栏目推荐
- 2025-05-15
- 2025-04-03
- 2025-03-24
- 2025-03-17
- 2025-03-12
- 2025-03-05
- 2025-02-27
- 2025-02-19
- 2025-02-18
- 2025-02-10









