





焊接机器人双目视觉系统误差分析
时间:2017-11-03
阅读:8360

焊接机器人双目视觉系统误差分析
在视觉传感焊缝三维检测及重建系统中,视觉传感器所摄取到的图像信号的分析和识别是实现精确检测的关键。通过在双目立体视觉系统加入激光结构光的方式,能够利用激光充分解决立体视觉中对应点的匹配问题。激光视觉传感器的两个CCD摄像机分别采集焊缝激光条纹图像,进行相关点匹配,计算两幅像中的匹配点的视差获取焊缝的三维空间位置。
1 波纹板角焊缝特征点检测
要进行波纹板角焊缝几何信息的测量,首先要找到焊缝特征点,然后利用双目立体视觉原理计算焊缝三维信息。图像采集过程中,机器人末端执行器携带两摄像机和倾斜的线状激光笔沿波纹板长度方向平移,摄像机机采集的焊缝原始图像如图4-1所示。

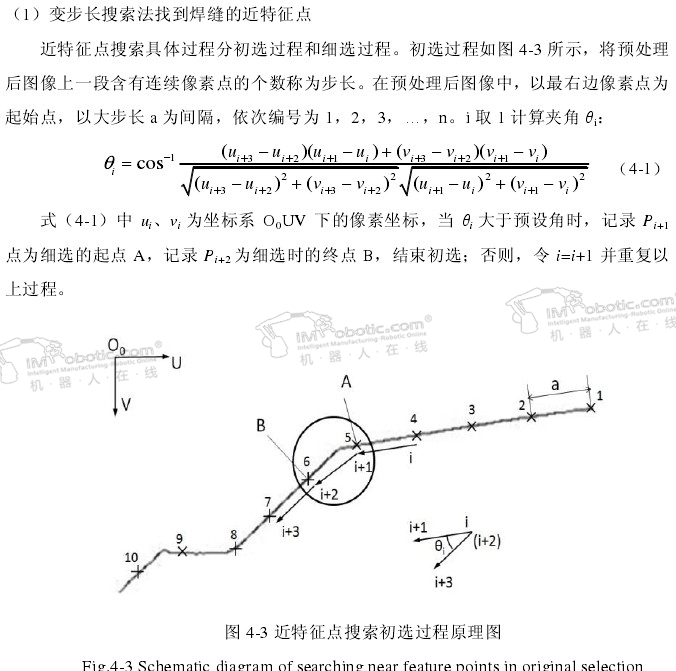
从图4-1中可明显看出,焊缝特征点显然位于激光条纹线中右侧第一个明显的转折点。由于激光条纹本身大约有1-2mm的宽度,在图像中占据_5-10个像素,特征点提取有两种选择,即激光线上边缘特征点或下边缘特征点。本文提出了一种快速的焊缝特征点检测方法,实际图像采集过程中激光条纹图像背景较复杂,搜索焊缝特征点时,首先对图像进行灰度转化、中值滤波、阀值分割、激光条纹细化处理以及最大连通域框选,然后进行特征点搜索。经过图像预处理可以减少干扰,减少图像处理的范围,减少特征点搜索的时间,提高搜索效率。图4-2是经过图像预处理后得到的焊缝激光条纹。本文所提出的变步长波纹板焊缝特征点检测算法主要由以下2个步骤完成:

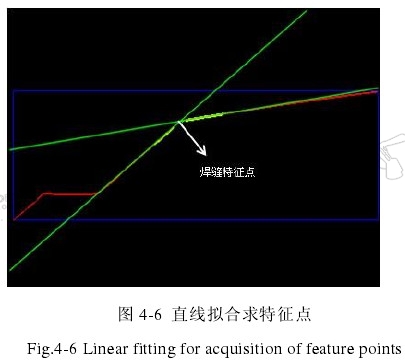
(2)以近特征点为基准,寻找近特征点左右两侧激光条纹上的像素点,构造直线,通过直线拟合及求直线交点的方法找到焊缝特征点。
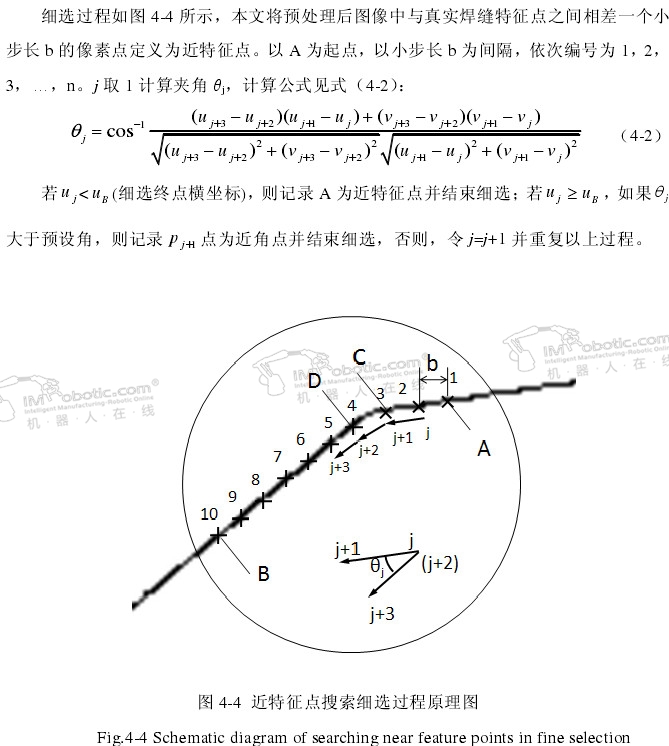
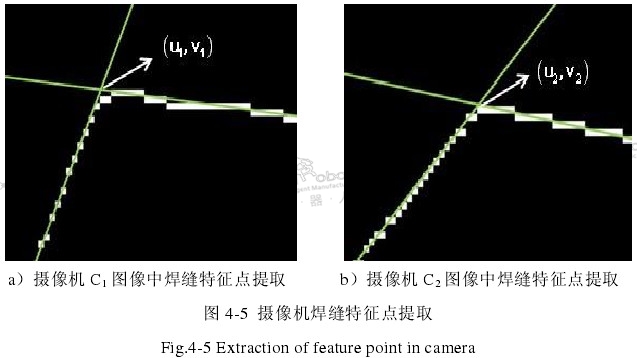
如图4-_5所示,通过变步长搜索法找到近特征点,以近特征点为基准,向左侧偏移上一步细选步长b,在近特征点左侧取数十个连续像素点,在紧邻该点的右侧激光线上取数十个连续像素点,使用该取点方式确保所取点分别位于左右两激光条纹上,并通过摄像机标定参数对所取的点进行畸变校正。
本文在第三章摄像机标定中对摄像机的畸变原因以及简化的摄像机模型进行了讨论,指出了主要的畸变系数。在分析畸变的基础上,本文提出了牛顿迭代法对摄像机径向畸变进行纠正的方法,并在本文所使用的软件系统中给出了牛顿迭代法求解二元高阶非线性方程组的算法。实验表明,该算法只需通过3-4次逼近即可使收敛误差可小于10-5能够快速地完成对摄像机畸变的纠正,满足对摄像机畸变进行纠正的要求。应用此畸变纠正方法,对近特征点左右两侧所取点进行畸变校正,校正后分别进行直线拟合。图4-6中两条拟合直线的交点即为检测到的角焊缝特征点。在实际检测过程中,可根据图像的具体特征进行参数的选择。

机器人
焊接机器人
技术干货

好的文章,需要您的鼓励
0

- 最新资讯
- 最新问答
-
智能仓储系统的构成包括什么?有哪些特点?
关键字: 智能仓储 智慧物流 2025-05-15 -
微型压力传感器的原理是什么?有哪些应用?
关键字: 传感器 压力传感器 鑫精诚 2025-04-03 -
立体库堆垛机是什么?有哪几种类型?
关键字: 堆垛机 立体仓库 2025-03-24 -
埋弧焊是什么焊接方法?有什么特点?
关键字: 弧焊 埋弧焊 2025-03-17 -
AGV小车是什么?有哪些分类及特点?
关键字: agv小车 2025-03-12
-
智能焊接机器人的优势有哪些?
标签: 焊接机器人,工业机器人,配天机器人 提问:小王 2025-06-04 14:03:04 -
自动装卸货机器人的组成部分有哪些?
标签: 赛那德机器人,装卸货机器人,赛那德 提问:李子 2025-05-28 11:03:03 -
激光焊接机器人的特点有哪些?
标签: 激光焊接机器人,焊接机器人,工业机器人 提问:小T 2025-04-15 11:02:00 -
工业机器人码垛原理是什么?
标签: 码垛机器人,工业机器人 提问:晓明 2025-03-24 12:00:00 -
什么是自动焊接和半自动焊接?
标签: 焊接,焊接机器人 提问:小君 2025-03-18 09:00:00
推荐

相关资讯
相关问答
- 2021-06-10 10:45:45
- 2021-06-11 13:34:28
- 2020-05-29 10:03:22
- 2019-09-24 11:19:01
- 2020-01-16 13:27:13
- 2019-10-08 09:43:45
- 2022-08-16 15:24:08
- 2022-09-04 12:21:15
- 2022-09-07 14:44:11
- 2022-09-12 21:10:37
- 2022-12-06 16:27:14
- 2022-08-03 10:20:40
栏目推荐
- 2025-05-15
- 2025-04-03
- 2025-03-24
- 2025-03-17
- 2025-03-12
- 2025-03-05
- 2025-02-27
- 2025-02-19
- 2025-02-18
- 2025-02-10









